
MB España se la juega
Henry y Helal Hassenfeld. A priori, dos personajes cuya relación con los plásticos es absolutamente desconocida. Sin embargo, muchos niños de nuestros tiempos tienen que agradecer a estas dos personas el que, hace ya más de 70 años, decidieran emprender la tarea de crear una empresa para la producción de juguetes. En la actualidad, Hasbro Inc., compañía que más tarde adquirió Milton Bradley (MB), es la casa matriz de la planta con la que MB cuenta en la localidad valenciana de Quart de Poblet, donde, hasta el año 2000, se realizará una inversión de casi 4.000 millones de pesetas.
Un mundo de helicópteros ultrasónicos, naves espaciales, coches del siglo XXII, jóvenes de melena rubia luciendo modelos de pasarela, guerreros musculados dispuestos a todo, muñecos recién llegados de los sueños infantiles... En fin, un mundo de plásticos, de "ABSs" que resisten las cargas violentas, polietilenos y poliestirenos que logran con sus colores y formas la atracción de "esos pequeños locos". Esto es MB.
La evolución de MB España en los últimos cinco años contrasta con la del sector juguetero, inmerso en una situación de crisis desde que los españoles han decidido tener menos hijos y los países orientales inundar los mercados con sus productos a precio de ganga. En este contexto, Hasbro ha pasado de unas ventas a nivel mundial en 1991 de 282.612 millones de pesetas a más de 400.000 millones en 1996. De ellos, según explica Benigno Fraga, Director General de MB España, "7.110 millones de pesetas corresponden a nuestra División de Fabricación. Por áreas de negocio, el 45 por ciento de las ventas de la corporación estadounidense proviene de los juguetes, mientras que los juegos cubren el 40 por ciento y los productos para preescolar el 15 por ciento".
 Figura 1 Benigno Fraga, Director General de MB España.
Figura 1 Benigno Fraga, Director General de MB España.
Y todo gracias a unos materiales, los plásticos, unos equipos, las inyectoras y sopladoras y unas personas, que han sido optimizados y formados debidamente para alcanzar el gran objetivo de la rentabilidad. MB España cuenta en la actualidad con una planta de producción en Quart de Poblet y una de montaje en Manises, que suman en total 22.300 metros cuadrados de superficie, en los cuales trabajan una media de 570 empleados. En 1996 sus inversiones ascendieron a 1.082 millones de pesetas, la cifra más elevada de las plantas con las que Hasbro cuenta en Europa (Irlanda y Reino Unido).
Casi 40 inyectoras
Benigno Fraga asegura que "los polímeros constituyen el concepto de gastos de fabricación más alto, lo que demuestra la importancia de estos materiales en una empresa productora de juguetes. Consumimos aproximadamente 6.000 toneladas de plásticos al año, principalmente ABS, polietileno y poliestireno." El 33 por ciento de todos los polímeros utilizados son ABS, otro 33 por ciento corresponde al poliestireno de alto impacto (HIPS), y el resto a polietilenos y, en muy baja medida, al polipropileno, que prácticamente ya no se utiliza.
Todo ello se transforma en 39 máquinas para el moldeo por inyección (de las cuales 24 tienen fuerzas de cierre entre 101 y 350 toneladas) y siete de soplado que en la actualidad están siendo sometidas a un proceso de automatización, enmarcado en el plan de modernización que la empresa está llevando a cabo. Bautizado con el nombre de Valencia 2000, este plan incluye el incremento de los 10 manipuladores actuales a 14 en el año 2000, y un aumento de los robots de seis ejes, que en el citado año serán, según el plan, 33. Otro de los objetivos para entonces es el de haber ampliado el parque de inyectoras hasta las 66.
Un paseo por el taller de transformación permite reconocer nombres como Sandretto, Engel, Battenfeld, Krauss Maffei, ABB, Piovan. Sin embargo, tal y como reconoce el director general de la compañía " se puede advertir que esta fábrica ha ido creciendo a golpes y que ha faltado un programa de estandarización. En estos momentos, la mayor parte de las máquinas que estamos comprando son Engel, aunque bien es cierto que la mayor parte de nuestras inyectoras actualmente son de la marca italiana Sandretto".
Gerardo Caniego, Gerente de Producción de Moldeo de la planta valenciana, afirma que la estabilidad y la repetibilidad de las máquinas son tal vez las principales exigencias que, dada las particularidades de este tipo de producción, se deben tener en cuenta a la hora de elegir una inyectora. En cualquier caso, la flexibilidad en la producción se presenta también como una de las máximas a contemplar, dada la enorme variedad de la producción y la gran cantidad de piezas diferentes que se producen. Es así como la mayor parte de las piezas inyectadas se realizan en procesos estándar, aunque en estos momentos se están investigando las posibilidades de desarrollar una pieza mediante inyección con gas. "Uno de nuestros objetivos en la actualidad -señala Benigno Fraga- es reducir al máximo la utilización de material, por lo que la inyección con gas se presenta como una alternativa a priori interesante. Sin embargo, de momento seguimos investigando si realmente nos puede traer beneficios. Otro de los procesos interesantes que ya tenemos adjudicado para un tipo de aplicaciones concretas es la inyección de varios componentes".
Valencia 2000, ambición para el futuro
Según palabras de su director general, hay que tener en cuenta que esta fábrica ha ido creciendo con sistemas convencionales en los últimos años. Desde hace aproximadamente un año y medio, los objetivos se han disparado. Europa tenía seis centros de producción hasta que se tomó la decisión de que quedaran dos, el de Valencia y el de Irlanda. Es por esto que las inversiones, la modernización y el cambio de los sistemas productivos han recibido un impulso importante tanto desde MB España como desde la corporación. "Estamos haciendo una apuesta de futuro -dice Benigno Fraga- que nos va a ayudar no sólo a modernizar nuestro proceso sino también a construir una nueva planta. Se trata del proyecto Valencia 2000, cuyos objetivos son, básicamente, trabajar con sistemas de producción totalmente nuevos y, sobre todo, poder competir con Extremo Oriente. Creemos que tenemos procesos y maneras que pueden competir con los países de esta región mundial y, de hecho, hay productos que tradicionalmente se han mandado desde la corporación Hasbro a Extremo Oriente y que ahora estamos produciendo nosotros en la planta de Valencia. Como ejemplos se pueden citar el Proaction Football y la Tortuga Toby. No podemos competir en piezas que incorporan mucha decoración y mucho trabajo manual, ni siquiera lo intentamos, pero hemos conseguido mantener aquí la electrónica y la mecánica".
Todo esto, como no, exige reducir costos al máximo, lo que se traduce en automatizar todo lo automatizable siempre que la inversión sea rentable. El corazón de la nueva planta serán las líneas de moldeo por inyección automatizadas.
El objetivo es que desde la materia prima, que vendrá en silos, hasta el producto acabado y empaquetado, el proceso alcance el máximo de automatización. Esto exige la utilización de robots, no sólo para la extracción de piezas, sino también para el montaje e incluso embolsado. Cuando el robot no sea viable, bien económicamente o físicamente, se agruparán las células estándar de máquinas por líneas y sólo se hará la recogida de piezas y el subensamblaje al final de estas líneas. Algunas de las líneas ya están montadas de forma experimental desde principios de este año y están dando unos excelentes resultados. Este será el eje de la nueva fábrica, que aportará una mayor racionalización en todo el proceso, ya que no sólo la producción gozará de una mayor automatización sino que todo el proceso estará integrado con el ensamblaje en un mismo espacio, algo que hoy en día no está ocurriendo ya que el montaje se realiza en Manises.
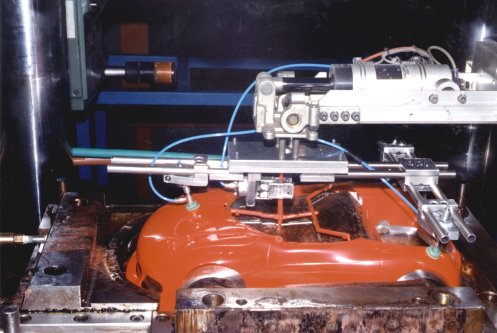 Figura 2 Automóvil de ABS, antes de ser extraído del molde.
Figura 2 Automóvil de ABS, antes de ser extraído del molde.
Pero en los tiempos que corren no todo se puede centrar en la organización del trabajo y los medios tecnológicos. Las empresas están sostenidas por personas, y esto o han entendido bien en la dirección de la compañía. De hecho, la formación y la mayor implicación de los trabajadores constituyen en la fábrica de Quart de Poblet factores clave. Benigno Fraga destaca el gran esfuerzo que se está dedicando a la formación, "sobre todo por el cambio tecnológico que viene, no sólo en los procesos de producción, sino también en la organización de trabajo, que estará basada en equipos de personas que tengan una formación adecuada. Este cambio tecnológico y organizativo nos exige un gran esfuerzo y el presupuesto que tenemos en formación asciende a una cifra cercana a los 50 millones de pesetas. Contamos para ello con la colaboración con organismos como Aimplas y la Universidad Politécnica".
34.000 unidades/día
Se dice pronto, pero la suma del trabajo de las 39 inyectoras, de las siete sopladoras y de los tres equipos de conformado por vacío, dan como resultado 34.000 unidades al día. El índice de calidad no es menos sorprendente, ante tales volúmenes: 250 defectos por cada mil unidades. Pero no todo ello queda dentro de nuestras fronteras. De hecho, porcentualmente, no es mucho lo que se vende en el mercado español, ya que el 82,8 por ciento de la producción se exporta, principalmente al Reino Unido (31,5 %) y Francia (23,7%), con la región España/Portugal absorbiendo el 17,2 por ciento de los 7.110 millones de pesetas de facturación de la División de Fabricación.
Tales volúmenes obligan también a optimizar hasta el límite la fabricación de moldes, a menudo de muchas cavidades diferentes para obtener varias piezas de una sola inyectada. En 1996 se realizaron 87 moldes nuevos.
También adquiere gran relevancia la búsqueda de un sistema que permita un cambio rápido de moldes, en el cual ya se está pensando, según explica el gerente de producción, Gerardo Caniego. Las aproximadamente dos horas y media que hoy en día tarda esta compañía en un cambio de molde deben ser reducidas, más aún teniendo en cuenta la gran cantidad de piezas diferentes que en esta planta se inyectan.
La idea, el concepto de producto, viene desde la corporación Hasbro. En el departamento técnico de Valencia se diseñan los moldes y se fabrican, una vez recibido el diseño en tres dimensiones, normalmente en ProEnginering. Tal y como lo resume Benigno Fraga, "nosotros recibimos el diseño del producto y, a partir de ahí, realizamos el diseño de los útiles y de los moldes".
|
Por qué Valencia? |
| Casi 4.000 millones de pesetas de inversión en un periodo de aproximadamente cuatro años es una cifra suficientemente importante como para que la corporación Hasbro encuentre motivos suficientes para decantarse por la planta de MB España en Valencia. Además de los factores intrínsecos a la fábrica -es líder dentro del grupo en índice de calidad, seguridad e higiene, productividad y nivel de satisfacción del cliente- existen otros factores relativos a la región levantina que conviene destacar:
- A 100 millas de Quart de Poblet MB España compra todo el material plástico, la subcontratación, los componentes electrónicos, piezas que no se elaboran en su propia planta, moldes en compañías homologadas e institutos tecnológicos. - Se encuentra ubicada en una posición estratégica, donde la presencia de grandes multinacionales, como Ford o IBM, ha desarrollado una base de proveedores muy competitiva, - Desde el punto de vista de los transportes es una región cercana a Europa, ya que en menos de dos días y medio se puede llegar cualquier parte de este continente. En este sentido la existencia del puerto es también una ventaja competitiva. - El coste de la construcción es más barato que en ningún otro país, incluso más que en México, que constituía otra de las opciones para Hasbro. - Alto desempleo. - Existencia de zonas deprimidas que permiten recibir subvenciones. |






































































