
El uso del termoconformado se extiende en el sector del automóvil
01/05/1996
Las características identificadoras del termoconformado son la reproductibilidad de los parámetros de proceso,la utilización de moldes económicos y la alta flexibilidad al emplear máquinas universales. En virtud de estas ventajas, las piezas termoconformadas encuentran en el mercado un gran campo de aplicación, sobre todo en la industria del automóvil.
Si los plásticos son, desde hace muchos años, parte integrante de la industria del automóvil, se ha de atribuir en gran medida a los procesos de inyección y extrusión. La aplicación de piezas termoconformadas se ha limitado preferentemente a la instalación interior y a las piezas exteriores de la carrocería. En las pequeñas series, los modelos especiales o en el sector de la industria de vehículos industriales, el termoconformado encuentra sin embargo también una gran utilización.
La industria de las caravanas y los proveedores de accesorios de automóvil han integrado desde hace tiempo las ventajas del termoconformado en su programa de producción y fabrican cantidades importantes de piezas como portaequipajes, alerones y otras partes de la carrocería de los automóviles.
 Figura 1 Tablero de instrumentos forrado (cortesía Heywinkel)
Figura 1 Tablero de instrumentos forrado (cortesía Heywinkel) Gracias a la cantidad creciente de material reciclado procedente de la industria del automóvil, en especial de PP y PE, se descubren continuamente nuevas aplicaciones para las piezas del automóvil. Una ventaja del termoconformado es la posibilidad de la transformación de láminas y planchas extruidas de varias capas; es decir, el reciclado está limitado a la capa central y las capas de recubrimiento se componen de material nuevo. Pero también es posible la transformación de materiales con un procentaje de reciclado de hasta el 100%.
La regulación de la temperatura, fundamental
Las especiales exigencias en el termoconformado al transformar y reciclar el PP ha conducido al perfeccionamiento de la ingeniería de operaciones y procesos. El desencadenante de estos desarrollos ha sido la industria del envase y embalaje que, desde hace muchos años, utiliza estos materiales en máquinas de elevada producción.
La característica principal es la reproducción que se consigue de todos los parámetros cuando se termoconforma. La regulación de las velocidades, presiones y recorridos se puede realizar de una manera relativamente sencilla con el empleo de los correspondientes componentes mecánicos. La necesidad de sistemas de calefacción mediante resistencias para calentar los termoplásticos exige, sin embargo, medidas especiales para poder garantizar una temperatura de la lámina constante.
La regulación de la temperatura de la lámina por medio del control de cada una de las resistencias no solamente es costoso sino también problemático debido a la influencia recíproca de las resistencias. Solamente con una regulación a intervalos, tan largos como sea preciso, se puede mantener la temperatura requerida por medio de resistencias.
En las máquinas que giran muy deprisa se necesitan varios ciclos para poder regular la temperatura y, durante este tiempo, la calidad de las piezas moldeadas es muy difícil de determinar. Por este motivo, y después de innumerables pruebas, una empresa de maquinaria de Heilbronn ha marcado otro camino: a base de disponer resistencias cerámicas en las llamadas isotermas se consigue eliminar las influencias ambientales y calentar de modo uniforme toda la lámina, con lo que se mejoran los resultados de moldeo (figura 2).
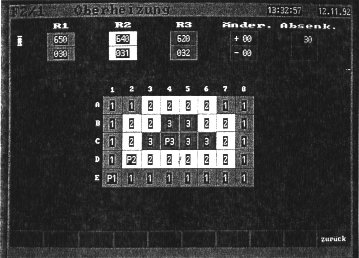 Figura 2 La calefacción es modular y por la parte superior; las resistencias se colocan en las isotermas y las regulan tres resistencias piloto (cortesía Illig)
Figura 2 La calefacción es modular y por la parte superior; las resistencias se colocan en las isotermas y las regulan tres resistencias piloto (cortesía Illig)La regulación de la calefacción se puede limitar al mantenimiento constante de la temperatura de las resistencias si al mismo tiempo se controla el funcionamiento de cada una de las resistencias. La medición de la temperatura en la superficie de la lámina se limita a uno o dos puntos de referencia. Solamente apoya la puesta en funcionamiento de nuevos moldes y se puede imprimir como documentación. Para ello se pueden protocolizar también otros parámetros por una impresora.
Con este desarrollo sólo hace falta calcular una vez los parámetros óptimos de funcionamiento ya que son reproducibles. Gracias a esta ingeniería de operaciones y procesos y con la ayuda de un ajuste básico asistido por ordenador en los nuevos moldes se puede realizar en todas las máquinas automáticas de termoconformado un cálculo de los datos de ajuste y tiempos del proceso en función de la lámina, de la geometría de la pieza moldeada y de la construcción del molde.
Esto también es válido para las máquinas de moldeo de planchas con propiedades universales para distintas aplicaciones que se utilizan con preferencia en la industria del automóvil (figura 3). En el modelo básico, estas máquinas pueden trabajar con alimentación de planchas o a partir de la bobina. Instalando una estación de calefacción separada se puede conectar en paralelo la operación de calefacción con el proceso de moldeo.
 Figura 3 Máquina de moldeo de planchas UA 100g con alimentación automática de las planchas y panel de mando de pantalla (cortesía Illig)
Figura 3 Máquina de moldeo de planchas UA 100g con alimentación automática de las planchas y panel de mando de pantalla (cortesía Illig) Esta medida conduce a un crecimiento importante de la capacidad de la máquina que se puede aumentar adicionalmente instanado una alimentación doble. Para el acabado de las piezas se puede realizar un recorte basto en la estación de moldeo. Los dispositivos de corte longitudinal y corte transversal conectados a continuación completan el panorama.
Para aplicaciones especiales con altas exigencias de capacidad se utilizan máquinas automáticas a partir de bobina para el moldeo y el troquelado en estaciones separadas que hacen posible una elaboración completa. También se dispone para estas máquinas de dispositivos automáticos de cambio rápido del molde para todas las piezas en función del formato y guía del operador en la pantalla. Después de introducir el conjunto de parámetros se puede fabricar un nuevo producto sin desperdicio de puesta en marcha digno de atención.
Moldes más económicos
Frente a otros procedimientos de transformación de plásticos, los moldes para el termoconformado son mucho más económicos. En función de la aplicación se establecerán las exigencias en la calidad superficial y en el material. En combinación con la reproductibilidad exigida se deberá proyectar muy cuidadosamente la regulación de la temperatura del molde.
Se pueden fabricar geometrías complicadas de la pieza de moldeo mediante los correspondientes mandos de postizos y diseño del pistón superior. Existe la posibilidad de tener superficies del molde, estructuradas, así como la reproducción de trazos y símbolos.
Las aplicaciones que se presentan a continuación se pueden fabricar, por regla general, en máquinas universales puesto que en el molde se ubican las peculiaridades específicas del proceso. En especial en el sector de la subcontratación estas máquinas ofrecen la flexibilidad exigida y, por consiguiente, la posibilidad de un grado de ocupación óptimo. En todos los ejemplos son necesarios conocimientos detallados de la construcción de moldes.
Es obligatorio, a este respecto, la utilización de los manuales para la construcciñón de moldes y el suministro de piezas normalizadas y piezas estándar para el cambio rápido del molde.
Nuevas aplicaciones en automoción
Los puntos esenciales de la aplicación de las piezas termoconformadas son la instalación interior del vehículo y la carrocería exterior. La carrocería define el aspecto exterior del vehículo y debe satisfacer las exigencias del usuario de una manera especial. Además, está sometida a intensos esfuerzos de corrosión y a acciones de los rayos UV.
También para la instalación interior rigen las elevadas exigencias de aspecto y duración. Pero también la seguridad interior de los pasajeros está determinada decisivamente por la instalación interior del vehículo. Los sistemas de calefacción, de aire acondicionado y de ventilación cuidan del bienestar de los pasajeros en todas las condiciones atmosféricas.
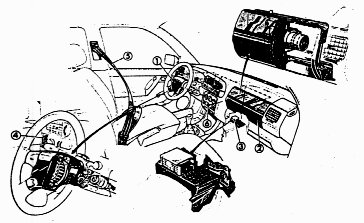 Figura 4 Construcción del cinturón de tres puntos así como del airbag para el conductor y el copiloto. Leyenda: 1- módulo del conductor; 2- módulo del copiloto; 3- aparato de mando con sensor; 4- luz de aviso de fallos; 5- cinturón de seguridad; 6- conexión diagnósticos (cortesía de Kolbenschmidt)
Figura 4 Construcción del cinturón de tres puntos así como del airbag para el conductor y el copiloto. Leyenda: 1- módulo del conductor; 2- módulo del copiloto; 3- aparato de mando con sensor; 4- luz de aviso de fallos; 5- cinturón de seguridad; 6- conexión diagnósticos (cortesía de Kolbenschmidt) La calidad constante del producto y las tolerancias de fabricación definidas exigen una alta seguridad del proceso. Esta seguridad se puede realizar con las máquinas de moldeo de planchas en virtud de la reproductibilidad de todos los parámetros esenciales. Esto lo ilustra una pieza de seguridad como el airbag (figura 4). Un espesor de lámina definido en la zona de salida del saco amortiguador se garantiza por el calentamiento regulado de la lámina y un troquelado mecánico del espesor de la lámina con tolerancias finas (figura 5).
 Figura 5 capa exterior airbag, fabricada con una máquina de moldeo de planchas UA 100 g (cortesía Kolbenschmidt)
Figura 5 capa exterior airbag, fabricada con una máquina de moldeo de planchas UA 100 g (cortesía Kolbenschmidt) Las piezas superficiales para la carcasa son suficientemente conocidas. Las posibilidades de estructuración de la superficie de la pieza moldeada en el molde o la aplicación de símbolos o la inserción de piezas metálicas como casquillos roscados se han utilizado hasta ahora poco en la industria del automóvil. Los revestimientos del portaequipajes o los recubrimientos de piezas de chapa se pueden fabricar con calidad constante. Los revestimientos de la parte exterior como la protección contra empotramiento en vehículos industriales son aplicaciones a título de ejemplo (figura 6).
 Figura 6 Revestimientos laterales termoconformados para camión como protección contra empotramiento (cortesía de Vitalo)
Figura 6 Revestimientos laterales termoconformados para camión como protección contra empotramiento (cortesía de Vitalo) Calidad objetiva y subjetiva
Otro ejemplo de las aplicaciones interiores en el vehículo son las bandejas posteriores, fabricadas de material de plancha que tienen una capa intermedia de PP reciclado y, además, una superficie textil exterior. Se pueden moldear en una operación de trabajo mediante el calentamiento correspondiente.
Los tableros de instrumentos de los vehículos de la clase media/alta y de la clase superior se componen casi siempre de un soporte tapizado con plástico celular, forrado con una capa exterior. El soporte, casi la espina dorsal del tablero de instrumentos, aloja los instrumentos y apoya el refuerzo transversal. Su posición en la zona donde se puede golpear la cabeza exige, además, una deformación que reduzca las lesiones y un comportamiento inastillable a la rotura en el caso de esfuerzo por choques.
Dichas funciones las cumplen hoy los modernos termoplásticos tan bien como la chapa de acero, usual hasta ahora, o los materiales de madera fibrosa. Sin embargo, los termoplásticos presentan una atractiva ventaja añadida: el soporte se puede fabricar de manera económica como componente de una pieza. El plástico celular entre la lámina de recubrimiento y el soporte, una espuma de poliuretano semirígida, sirve en primer término para la absorción de energía en caso de choque o impacto pero también proporciona una sensación táctil agradable al tener contacto con la lámina de recubrimiento, que es un criterio de calidad subjetivo (figura 1).
Los revestimientos para las ruedas se fabrican cada vez más por el procedimiento de termoconformado con empleo creciente de material reciclado. Una distribución uniforme del espesor de pared reduce considerablemente el consumo de material y el peso de la pieza.
 Figura 7 Piezas amortiguadoras para la puerta del conductor del automóvil (cortesía de Illbruck)
Figura 7 Piezas amortiguadoras para la puerta del conductor del automóvil (cortesía de Illbruck) Se utilizan cada vez más diversas piezas aislantes para las aplicaciones más diversas. Por regla general se moldean por termoconformado láminas espumadas de PE o PU sencillas o compuestas. Además de la posibilidad de un montaje automático se pueden integrar distintas propiedades (insonorización, amortiguación de vibraciones, conducción de aire para la ventilación del interior de la puerta, etc). Para la fabricación de piezas amortiguadoras, por ejemplo las puertas de automóvil (figura 7), están especialmente indicadas las máquinas automáticas a partir de bobina (figura 8).
 Figura 8 Máquina automática a partir de bobina, modelo RVH 75 (cortesía Illig)
Figura 8 Máquina automática a partir de bobina, modelo RVH 75 (cortesía Illig) Uso de máquinas universales
Con el procedimiento Twin-Sheet se pueden fabricar, en máquinas de moldeo planchas, piezas huecas como conductos de aire, carcasas o spoilers. También las piezas superficiales con refuerzos al dorso se pueden fabricar en una operación de trabajo.
En máquinas universales, se puede realizar el procedimiento Twin-Sheet de forma manual, semiautomática y totalmente automática con la correspondiente técnica del molde. Las más recientes aplicaciones de este procedimiento son los spoilers posteriores fabricados para turismos (figura 9). La configuración especial de la soldadura hace posible un mecanizado, sin transción, de los bordes.
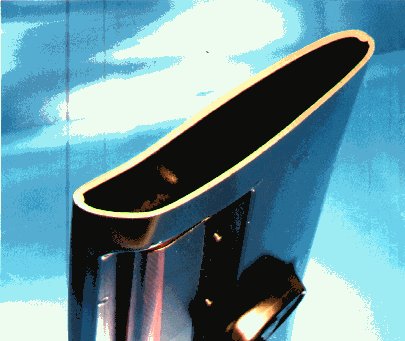 Figura 9 Spoiler posterior para turismo fabricado por el procedimiento Twin-Sheet (cortesía Flexicor)
Figura 9 Spoiler posterior para turismo fabricado por el procedimiento Twin-Sheet (cortesía Flexicor) Las piezas traseras forman el remate óptico de muchos turismos modernos. La mayoría de las veces se colocan los componentes de gran superficie en la parte vertical de la tapa del portequipajes entre los pilotos posteriores. Dichas piezaas llevan la matrícula en el centro. Se han previsto otros huecos para acceso a la cerraduras o similares. Estas piezas exteriores de la carrocería, de gran superficie, deben cumplir altas exigencias ópticas con respecto a su calidad superficial. Por esta razón se utiliza casi siempre Luran S (ASA) para esta clase de componentes.
Aún cuando estas piezas al igual que otras piezas exteriores están expuestas a las influencias atmosféricas, las piezas exteriores del vehículo de Luran S (ASA) no precisan pintura. Gracias a la muy buena resistencia a la intemperie de este material, los componentes apenas presentan alteraciones del color incluso después de una prolongada exposición a la intemperie con intensa radiación UV.
El forrado de los revestimientos de las puertas (figura 10) o de las consolas tiene, por la creciente utilización de láminas de PP, otras exigencias en las máquinas de termoconformado. Los diseños especiales de la pieza moldeada permiten la colocación sin problemas de alfombrillas u otros materiales superficiales decorativos. También las piezas pequeñas -como agarraderos de cierre- se pueden forrar de una manera fiable. Se pueden fabricar con calidad constante espesores de lámina definidos en la zona de unión con otras piezas.
 Figura 10 Puerta del conductor del turismo forrada (cortesía Illig)
Figura 10 Puerta del conductor del turismo forrada (cortesía Illig) Resumiendo se puede demostrar: la reproductibilidad de los parámetros del proceso, los moldes económicos y la alta flexibilidad en máquinas universales hace que cada vez existan nuevos campos de aplicación del termoconformado en la industria del automóvil.
B. Rost
Adolf Illig
La empresa Adolf Illig está representada en España por Helmut Roegele, S.A.
| El termoconformado se ha aplicado preferentemente al interior y a partes de la carrocería de los vehículos. También tienen gran aplicación en las pequeñas series, los modelos especiales o los vehículos industriales. | Una ventaja del termoconformado es la posibilidad de transformar láminas y planchas extruidas de varias capas; pero también es posible la transformación de materiales con un procentaje de reciclado de hasta el 100%. | Las exigencias en el termoconformado al transformar y reciclar el PP ha conducido al perfeccionamiento de la ingeniería de operaciones y procesos. El desencadenante de estos desarrollos ha sido la industria del envase y embalaje. | La regulación de las velocidades, presiones y recorridos se realiza de manera sencilla con componentes mecánicos. Los sistemas para calentar de manera uniforme los termoplásticos exige, sin embargo, medidas especiales. | A base de disponer resistencias cerámicas en las llamadas isotermas se consigue eliminar las influencias ambientales y calentar de modo uniforme toda la lámina, con lo que se logran mejores resultados de moldeo. | Para aplicaciones especiales con altas exigencias de capacidad se utilizan máquinas automáticas a partir de bobina para el moldeo y el troquelado en estaciones separadas que hacen posible una elaboración completa. |
Empresas o entidades relacionadas
Roegele, S.A.





























