
Preparación de bordes para soldadura en calderería de pequeñas y grandes dimensiones
9 de junio de 2011
Los sistemas de soldadura de hoy en día permiten que las preparaciones de bordes sean cada vez más sencillas, e incluso en pequeños espesores (por debajo de 6 milímetros) puede no ser necesario hacer ningún tipo de preparación.
Por lo general, a partir de 6 mm de espesor conviene preparar el borde a soldar pero, por encima de este espesor, la preparación se convierte en vital.

Hay diversas normativas que regulan los tipos de bisel en cuanto a ángulos, talones o partes rectas, o número de caras del bisel.
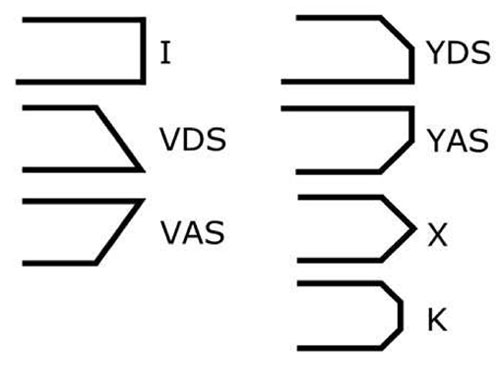
Para resumir brevemente los tipos más frecuentes de bisel, citaremos los siguientes 4 tipos:
1º.- Bisel a fondo. Este tipo de bisel tiene una sola superficie y va con la misma inclinación desde la superficie superior de la chapa hasta la inferior de una sola pasada, también se denomina de tipo V.
Los ángulos más frecuentes en este tipo de bisel suelen estar entre los 20 y los 50º, normalmente. Se suele emplear frecuentemente para la soldadura en chapas de espesores pequeños medianos, y los sectores que más la emplean son los de construcción naval, fabricantes de componentes ferroviarios y tubería. Es casi obligado utilizar este tipo de bisel cuando sólo se puede soldar la pieza por un lado. Al día de hoy, la realización de este tipo de biseles se suele realizar con arranque de viruta o con sistemas de corte térmico.

Al ser espesores pequeños, los sistemas de oxicorte triple y plasma aportan demasiado calor a la superficie y modifican la composición y estabilidad del material, con los consiguientes problemas en la posterior soldadura.
Por tanto, para este tipo de bisel y espesores hasta 12 milímetros los mejores sistemas en cuanto productividad, velocidad, precisión y resultados de la soldadura son las máquinas de láser de 5 ejes.
Con el láser, la zona afectada térmicamente es prácticamente despreciable y los resultados finales de la soldadura son muy correctos.
Los sistemas de arranque de viruta en estos casos son complejos en cuanto a útiles y fijación de las piezas a biselar, dado que estamos hablando de pequeños espesores. Además con máquinas de mecanizado por arranque, necesitamos un proceso y una manipulación más de la pieza.
2º.- Bisel y talón. Este tipo se denomina comúnmente de tipo Y. Se emplea en chapas de fino y mediano espesor, hasta 18 milímetros normalmente. Los sectores más frecuentes que lo emplean son el eólico, naval y construcción de maquinaria.
Para estos espesores y este tipo de preparación, los sistemas más usados en la actualidad son los cabezales de plasma de 5 ejes, que han sustituido a los clásicos giratorios que necesitaban hacer grandes bucles en las esquinas de las piezas con la consiguiente pérdida de material.
Los sistemas de 5 ejes son más rápidos, precisos y más productivos.
A partir de espesores de 15 milímetros se está generalizando la utilización de máquinas específicas de biselado por mecanizado con herramientas de tipo diábolo con la geometría deseada, como por ejemplo el modelo TRF de Tecoi.

Este es el mejor sistema para asegurar los resultados finales de la soldadura en cuanto a precisión y acabado del borde. El oxicorte triple es un sistema que cada vez se usa menos por el inconveniente antes citado del aporte térmico tan agresivo en este rango de espesores.
3º.- Doble bisel o tipo V. Este tipo es muy empleado en construcción eólica y de maquinaria mayoritariamente. Los espesores en este tipo oscilan entre los 15 y los 35 milímetros.
Este tipo de preparación empieza a ser la más idónea para máquinas específicas como la TRF de Tecoi por motivos de productividad y calidad. Además este tipo de biseles se realizan con una sola pasada de la herramienta a velocidades hasta 850 milímetros por minuto, con lo que quedan muy atrás las tecnologías de oxicorte triple por velocidad y calidad, y plasma al necesitar dos pasadas y tener una precisión mediana.

4º.- Doble bisel con talón o tipo K. Empleado mayoritariamente en construcción eólica y grandes componentes de calderería.Los espesores más comunes van desde 25 hasta 120 milímetros.
La aplicación de plasmas con cabezal de biselado en este segmento de aplicación queda eliminado por la magnitud de los espesores que se requieren.
En estos casos las empresas que realizan estos biseles están apostando mayoritariamente por sistemas de mecanizado de arranque de viruta por velocidad precisión y porque se elimina cualquier tipo de variable en la preparación del borde para una buena realización de la soldadura posterior.
Sobre todo en el sector de construcción eólica, donde la calidad de la soldadura es crucial, los principales fabricantes están substituyendo los obsoletos sistemas de oxicorte triple giratorio por sistemas específicos de mecanizado.
Además para este sector, las máquinas TRF de Tecoi incorporan dos cabezales independientes en eje Y para realizar el biselado de los dos lados largos de las virolas troncocónicas simultáneamente gracias a la tecnología DCI desarrollada por Tecoi. Estas máquinas pueden hacer biseles complejos de hasta 5 caras(biseles de transición) de forma simultánea, de una sola pasada y hasta espesores de 110 milímetros. Estos sistemas suponen un antes y un después en la realización de estos trabajos, eliminando infinidad de problemas que planteaban los antiguos sistemas en estas aplicaciones tan exigentes.
Como resumen, podemos afirmar que las principales industrias que requieren trabajos de preparación de bordes están apostando por las tecnologías que más rendimiento y calidad aportan a este tipo de trabajos y están apartando sus viejos sistemas de oxicorte o plasma giratorios para incorporar a sus producciones sistemas de 5 ejes para plasma o máquinas específicas de biselado por mecanizado.




























