
Ventilación de moldes o salidas de gases, conceptos (Parte 1)
Siendo el venting o las salidas de gases una de las claves del buen funcionamiento de un molde, y siendo también responsable de múltiples defectos o desviaciones de proceso, vamos a revisar algunos conceptos sobre este aspecto.
Es imprescindible conocer y entender la importancia de la ventilación o salidas de gases en el moldeo de plástico por inyección.
La ubicación de las salidas de gases o canales de ventilación, la cantidad de canales a colocar y las dimensiones a aplicar, tanto en anchura como en profundidad, son aspectos clave. Las respuestas a estas cuestiones normalmente se encuentran en las plantas de inyección mediante el método empírico de prueba y error. Se realizan pruebas con el molde y, en función de los resultados, se ajustan los parámetros correspondientes.
Dos ideas básicas que debemos tener en cuenta son, por un lado, que el molde, cuando cierra, no está vacío, sino que hay un volumen de aire atrapado que debe dejar espacio al plástico fundido durante el llenado de la cavidad. Por otro lado, lo escapes o salidas de gases que coloquemos no deben permitir el paso del plástico fundido, pues de lo contrario se generarán rebabas inevitables.
A modo de ejemplo, cuando un sistema de riego con aspersores comienza a regar, lo primero que se escucha es un silbido de aire presurizado saliendo por la boquilla del aspersor hasta que llega el agua y no queda aire. Eso es lo que ocurre cuando llenamos la cavidad del molde con plástico fundido.
Consideraciones para determinar la correcta ventilación del molde:
- Velocidad o caudal de inyección o Flow rate
- Volumen de la cavidad
- Tipo de material
- Cizalla o shear rate aplicada en zonas complejas
- Condiciones de proceso, temperatura de masa, de molde, tiempo de llenado, etc.
La velocidad de inyección o caudal de inyección se mide en cm³ por segundo. En caso de utilizar mm por segundo, se debe calcular el volumen en cm³ por segundo multiplicando la velocidad de inyección por el área del husillo. Este caudal de plástico fundido en cm³ por segundo equivaldrá al caudal de aire que debe evacuarse a través de todas las salidas de gases disponibles o mecanizadas.
Casi todos estamos de acuerdo en que cuantas más salidas de gases tengamos disponibles, mejor, siempre que no se corra el riesgo de generar rebabas.
Como norma generalmente aceptada, el aire debe evacuarse a la misma velocidad o caudal que el plástico fundido ingresa en la cavidad. Esto implica que, si inyectamos una pieza gruesa a velocidad lenta para evitar vacuolas, la necesidad de salidas de gases será menor que si inyectamos una pieza delgada con largo recorrido de flujo, donde la inyección será rápida y el aire tendrá que salir a alta velocidad por la salida de gases.
Problemas típicos de una ventilación insuficiente
- Quemados o efecto diésel
- Falta de compactación de la pieza
- Piezas cortas
- Piezas con poca definición superficial
- Uniones débiles
- Piezas con vacuolas internas
- Variación dimensional
- Brillos, ráfagas
- Deformaciones
- Marcas plateadas
- Residuos en las salidas de gases.
¿Cuántas salidas de gases mecanizar?
Existen diferentes reglas de taller o teorías. Una indica que deben colocarse tantas como quepan, separándolas entre 25 y 30 mm. Otra sugiere mecanizar suficientes salidas de gases de modo que al menos el 30% de la longitud de la línea de partición sean salidas de gases.
Aquí surgen discrepancias entre inyectadores y moldistas. Normalmente, los inyectadores preferimos tener la mayor cantidad posible de salidas de gases, mientras que los moldistas suelen requerir las mínimas posibles para evitar desajustes.
Soy partidario de la última opción: utilizar ranuras de salida de gases conectadas a un canal secundario que rodea toda la cavidad, asegurándose de evacuar a la atmósfera todo el gas recogido en dicho canal.
Dimensiones de las salidas de gases
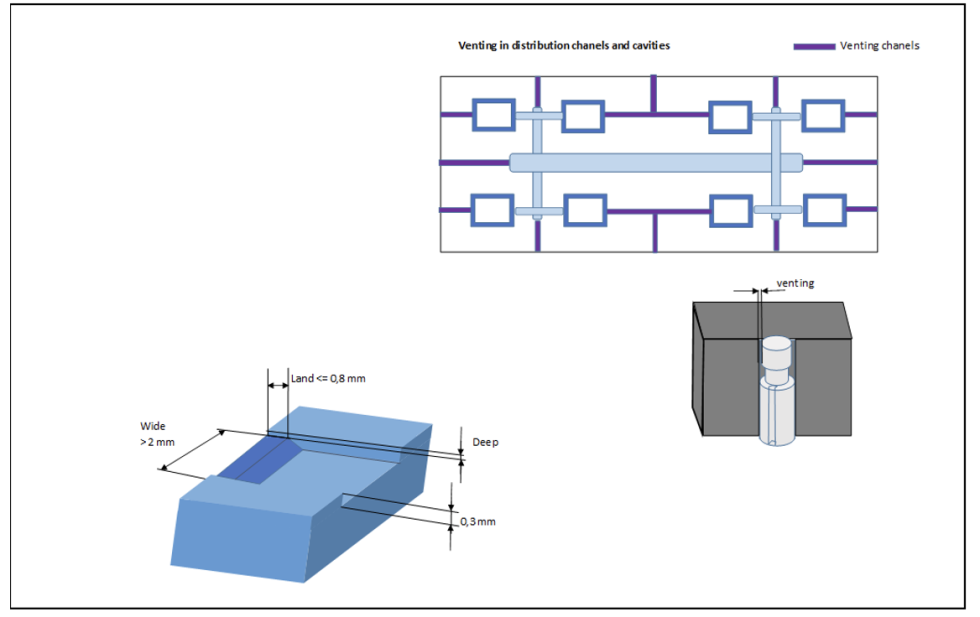
Las características dimensionales de la salida de gases determinan su funcionalidad. Podemos diferenciar tres cotas clave:
Profundidad (Deep)
La profundidad de la ranura o deep (o altura) debe ser lo más grande posible siempre que no produzca rebabas o filtraciones de material indeseadas.Esta profundidad por tanto dependerá de diferentes aspectos, tales como geometría de la pieza (espesores que darán lugar a velocidades de inyección adecuadas al espesor), diseño de la construcción del molde, parámetros de inyección y por supuesto, tipo de material y fluidez del mismo. Los materiales más fluidos requieren profundidades más restrictivas que los materiales más viscosos.
¿Cómo saber la profundidad adecuada para mecanizar el molde? La mayoría de los fabricantes de plásticos de prestigio proporcionan recomendaciones para cada grado y tipo de material. Estas oscilan entre 1.5 y 3 centésimas de milímetro, dependiendo del material.
Longitud (Land length) Dimensiones del canal de ventilación
Cuanto mayor sea la longitud de la salida de gases, mayor será la presión necesaria para hacer pasar el aire a través de ella. A su vez, cuanto mayor sea esta presión, mayor será la compresión del aire en la cavidad y, por lo tanto, la presión de inyección necesaria para llenar la cavidad. Esto también aumenta el riesgo de efecto diésel o incineración del material, lo que puede provocar desgaste en los aceros del molde.
Además, las longitudes de canales de ventilación más cortos favorecen que no se acumulen restos del polímero en la ranura, mientras que los canales más largos favorecen el depósito de restos del monómero y del pack de aditivos en las superficies de la ranura.
Como alegoría, si probamos a beber en un vaso un refresco con una cañita de bebida muy larga veremos lo difícil que es extraer el líquido del vaso. Sin embargo, si la cañita es corta, lo podremos extraer casi sin esfuerzo.
Se recomienda una longitud de 0,8 mm a 1 mm como máximo. Algunos manuales indican 0,03 pulgadas, mientras que otros establecen un máximo de 3 mm. Si aparecen efectos diésel o una presión de inyección excesiva, se puede reducir esta longitud.
Anchura (Wide). Dimensiones del canal
La anchura del canal de ventilación depende principalmente del volumen de la cavidad. Se recomiendan medidas de 5 a 6 mm para piezas pequeñas y de 10 a 12 mm para piezas grandes. Es importante destacar que las anchuras menores requieren limpiezas más frecuentes y que la aparición de rebabas está más relacionada con la profundidad de la ranura que con su anchura.
En inyección de plástico, los canales de ventilación demasiado anchos no funcionan óptimamente, ya que pueden cerrarse parcialmente debido a la flexión de las placas del molde en superficies "vaciadas" muy grandes.
José Ramón Lerma es autor de los libros: 'Libro Manual Avanzado de Inyección de Termoplástico', que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos y, del recientemente editado, 'Scientific Injection Molding Tools. Productividad a través del dominio del proceso'. Ambas publicaciones, comercializadas por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. El libro Manual Avanzado de Transformación de Termoplásticos ha sido editado y comercializado en inglés a nivel mundial por la editorial Hanser Publications. Página web sobre Scientific Injection Molding: www.asimm.es




























