
El moldeo por inyección en sinterizados
Fabricación de piezas complejas de metal o cerámica
Se trata de utilizar como ligante de una masa de polvo, cerámico o metálico un polímero (generalmente poliolefinas) que, durante la plastificación, fluidifica la masa y permite su inyección. De hecho, el procedimiento no es absolutamente nuevo, puesto que ya se ha empleado, con ligantes de cera, en máquinas de inyección de palanca y pistón, lo que da una idea de su antigüedad. Sin embargo, esta técnica de baja presión requería cantidades muy elevadas de ligante, complicando al eliminarlo el mantener contracciones reducidas, al tiempo de generar segregaciones del material y, consecuentemente, el número de rechazos.
Actualmente, se utiliza sólo el moldeo de alta presión en máquinas que, con la excepción de cámara, tornillo y boquillas (que precisan un tratamiento superficial de elevada dureza), así como una capacidad elevada de los circuitos de presión, son más o menos convencionales. Arburg es el fabricante de maquinaria que más se ha especializado en este campo.
Los pasos del proceso
Existen dos alternativas: utilizar granza ya preparada, como la suministrada por Basf (Metal and Ceramic Feedstocks), o mezclar polvo polimérico y cerámico (CIM) o metálico (MIM) en un mezclador de cuchillas en sigma, como el conocido Werner Pfleiderer. Las proporciones varían en función de factores tales como el tipo de plástico y las granulometrías, pudiendo estar en el orden del 20% al 35% de polímero en volumen, idealmente un 2% más que el volumen de vacío entre gránulos de sólidos.
Normalmente se requerirá utilizar granza en la máquina de inyección, lo que implica un paso previo de extrusión, cuyas fuerzas de cizallamiento contribuyen además a homogeneizar la masa de moldeo y eliminar los aglomerados que se producen por puente sólido o líquido.La inyección se efectúa a presiones del orden de 60 a 180 MPa, regulando la temperatura de modo que la viscosidad del fundido sea similar a la de los plásticos, sin que lleguen a producirse procesos de descomposición. Se utilizan, por tanto, revoluciones del tornillo bajas.
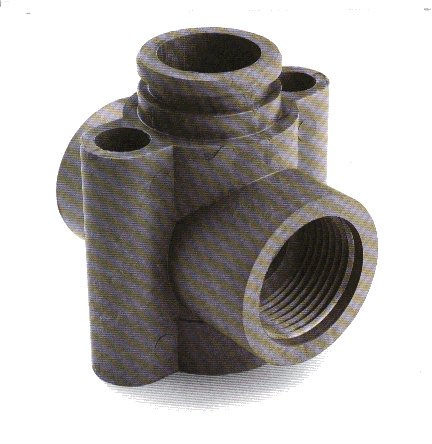 Figura 1 El moldeo por inyección de cerámicas permite obtener piezas estraordinariamente ocmplejas, con destalonados, roscas y contrasalidas que sería muy difíficil realizar con otras técnicas.
Figura 1 El moldeo por inyección de cerámicas permite obtener piezas estraordinariamente ocmplejas, con destalonados, roscas y contrasalidas que sería muy difíficil realizar con otras técnicas. Una vez desmoldeada, lo que obtenemos es una pieza "en verde", de la que se precisa eliminar el polímero previamente a la sinterización. Esto se hace en un horno a temperaturas del orden de 400 C, con un post-quemador para eliminar los gases que produce la descomposición del polímero. Existen procedimientos alternativos, a los que volveremos luego.
El producto resultante es una pieza "en marrón", que puede introducirse en el horno de sinterizado. Dependiendo de que el producto final sea metálico o cerámico, la temperatura del horno variará entre 900 C y 1750 C, con un gradiente de incremento de temperaturas controlado y una duración de este paso que puede variar entre 10 horas y dos días, dependiendo de las características cristalográficas que se pretenda obtener.
Una alternativa utilizada para producir piezas de SiC de grandes dimensiones, como rotores de turbina, es la de utilizar como ligante resinas termoendurecibles, con lo que se obtienen piezas en verde más robustas. Se proponen para ello epoxis y copolímeros de fenol-furural y fenol-formaldehído, con pequeños porcentajes de grafito y estearato de cinc.
Características de las piezas acabadas
En principio, estos procesos, denominados CIM cuando se trata de cerámicas (Ceramic Injection Molding) o MIM si son metales (Metal Injection Molding) se proponen para piezas, con un peso menor de 50 g si son cerámicas o de 150-200 g si se trata de metal, que no precisan sufrir ninguna operación posterior.
La principal ventaja del procedimiento está en la dosificación del material, que es una operación delicada cuando se trata de prensar, pero que la máquina de inyección resuelve de forma automática.
El principal problema es el control de la suma de contracciones de los dos pasos de horneado en piezas para las que se desean tolerancias muy estrictas. Si en el prensado de cerámicas, las contracciones son del orden del 20%, en este proceso se producen distintas contracciones en cada paso de horno. La contracción depende en gran medida de la geometría de la pieza, por lo que la definición de las dimensiones de los moldes precisa de un conocimiento previo del comportamiento de cada material y cada forma que sólo puede obtenerse, actualmente, por ensayo y error. Tenemos constancia de que la obtención de este conocimiento ha precisado una importante cantidad de ensayos y tiempo.
Alternativas al proceso de gasificación del polímero.
Basf propone un principio nuevo para esta fase, que es la descomposición catalítica del polímero. Utilizando como tal resina de poliacetal, se efectúa su eliminación mediante ácidos, incluso por debajo de su punto de reblandecimiento.
Las piezas en verde se emplazan en un horno hermético a gases en atmósfera de nitrógeno que contiene un pequeño porcentaje de ácido nítrico gaseoso. A una temperatura de 110 C a 140 C, el proceso progresa sólo por la interfaz, dado que el ácido nítrico no puede penetrar en el volumen de polímero contenido y progresa a través de la porosidad que se genera al eliminar el POM superficial. Para piezas de hasta 20 mm de espesor, la despolimerización progresa a una tasa de 1-2 mm/hora, que es más rápida que otros procedimientos.
Odriozola, Ochoa y Gutiérrez han ensayado en Inasmet (Programa Nacional de Materiales MAT 93-0867) la extracción con disolvente, que permite crear una porosidad contínua y proseguir más rápidamente la eliminación del ligante con otros métodos. En la fase de eliminación por disolvente se consigue reducir la cantidad de ligante entre uno y dos tercios del total.
Finalmente, el proceso capilar o melt wicking consiste en enterrar la pieza en un lecho de material poroso e introducir el conjunto en el horno, de modo que el material poroso tiende a aumentar la velocidad de eliminación del ligante absorbiéndolo por flujo capilar.
La fase final del proceso, la sinterización, es la más delicada porque pueden producirse deformaciones o agrietamiento de las piezas. Cualquier imperfección en las fases previas del proceso aparece inevitablemente en ésta. La inyección ofrece aquí una ventaja adicional puesto que, una vez establecidos los parámetros de moldeo correctos, difícilmente se producirán variaciones entre una y otra pieza, por lo que disminuye el número de rechazos.
Campos de aplicación del procedimiento
Probablemente no existirá un gran interés en aplicarlo para fabricar piezas relativamente sencillas de porcelana o metal, cuando se trata de un procedimiento que se adapta muy bien a este tipo de fabricación. Pero el hecho de que el valor de los productos sinterizados crece exponencialmente con el tipo de material final hace que exista una tendencia a emplearlo para producir piezas con un gran valor añadido.
En las ilustraciones que se acompañan pueden verse algunos ejemplos. Las complejas geometrías que permite obtener la inyección, como las roscas interiores o los destalonados y escalonamientos, taladros transversales y otras sólo eran posibles con otros métodos mediante un esfuerzo técnico muy importante. Sin embargo, el dominio de esta tecnología no se obtiene sin un trabajo de I+D muy completo, por lo que los moldeadores por inyección deben tenerlo en cuenta si contemplan introducirse en estas técnicas.


















")

")






