Las mandrinadoras de columna móvil Tos Varnsdorf dan un nuevo paso en su evolución
Las mandrinadoras de columna móvil WRD son las máquinas más representativas de la nueva generación de mandrinadoras horizontales de la firma TOS Varnsdorf, comercializadas en España por Maquinaria Márquez. Estas máquinas marcan un paso más en la evolución del modelo WPD 130. Los principales objetivos en esta evolución han sido, no sólo el incremento en la fuerza de corte a través del incremento en rigidez, sino también el aumento de las velocidades y gama de avances.
Además de los factores mejorados y comentados en la introducción, la calidad del producto también ha sido mejorada a través de un aumento en el recorrido del eje Y. El incremento en la calidad del producto también se consigue a través de un posicionamiento más preciso el cual se basa en el nuevo diseño de las guías.
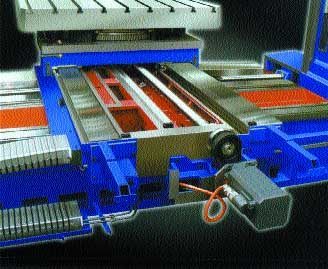
Las mandrinadoras horizontales WRD 130/ 150 constan de una bancada transversal, la cual recorre la columna que consta de un cabezal de recorrido vertical. El cabezal tiene completamente integrado el husillo que se encuentra dentro del RAM, tanto la columna como el husillo pueden avanzar de forma independiente hacia la pieza.
La máquina se puede completar mediante el control de la mesa. También se puede equipar con un cargador de herramientas automático, en cuyo caso la máquina pasara a denominarse WRD 130 Q.
Con el objeto de facilitar el agarre de piezas muy largas o muy pesadas el productor ofrece como opción, la posibilidad de entrega de placas para sujeción de piezas UD 4.

Control de la máquina
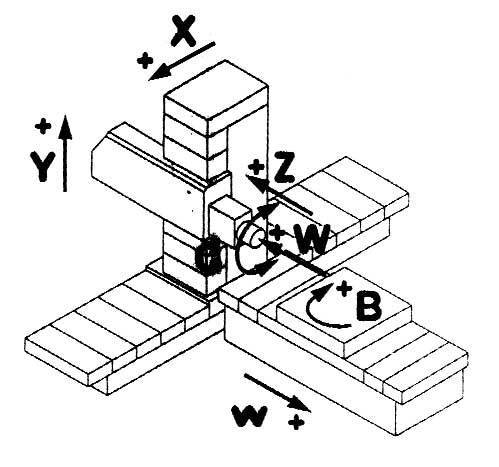
El modelo WRD 130 se controla preferentemente mediante TNC 430 (Heidenhain) ó bien mediante Sinumerik 840 (Siemens), los cuales controlan los 4 ejes de la mandrinadora: X- recorrido transversal de la columna, Y- recorrido vertical del cabezal, Z- recorrido ram, W- par del husillo.
En caso de que la máquina se equipe con CNC en la mesa giratoria, se controlarán dos ejes adicionales: w- recorrido longitudinal de la mesa, B- giro de la mesa.
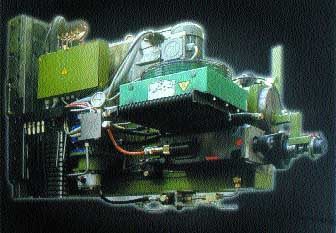
Cabezal
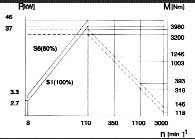
La transmisión de energía al husillo está diseñada como un sistema que consiste en un tren de tres engranajes. Los engranajes se cambian de forma automática mediante un cambio de velocidades controlado de forma eléctrica. El husillo nitrado se guía mediante una púa nitrada, cuya parte frontal consta de un casquillo de bronce con el fin de incrementar la rigidez. El aceite se bombea entre el husillo y la púa para lubricar las diferentes partes y reducir las vibraciones del husillo generadas por la fuerza de corte. La púa se soporta tanto de forma radial como axial por un sistema de rodamientos a bolas de contacto angular precargado. Tanto los rodamientos como el mecanismo de guía del husillo se encuentran en el ram. El ram se considera el principal eje en la dirección del eje del husillo. Se compensa de forma hidráulica de tal manera que mantiene la exactitud en el recorrido del extremo de la herramienta incluso cuando el centro de gravedad cambia con el movimiento. El amarre de la herramienta al cabezal es hidráulico.
En el modelo WRD 130 Q, con cargador de herramientas automático, el cono del husillo es "limpiado" por aire durante el ciclo de cambio de herramienta. En el modelo WRD 130 (sin cargador de herramientas automático), el cono del husillo se limpia de forma manual, con un cepillo especial que es parte de los accesorios estándar.
La compensación del conjunto del cabezal, siguiendo las últimas tendencias, se realiza mediante un cilindro telescópico hidráulico.
Guías
Las guías de la máquina en sus ejes transversales y vertical son guías lineales compactas. Las unidades han sido pre-cargadas con el fin de asegurar la alta rigidez y la exactitud de posicionamiento de los ejes incluso en altas gamas de avance. El ram también ha sido diseñado con guías lineales compactas con rodamientos de precisión a lo lago de las guías endurecidas junto al cabezal. La lubricación de estos ejes es ejecutada mediante presión de aceite introducida entre el hueco de las guías endurecidas y un recubrimiento especial de PTFE.
Las guías de la bancada están protegidas mediante cubiertas telescópicas. Las guías de la columna utilizan protecciones más ligeras de tipo plástico.
Motores
Los motores utilizados en todas las coordenadas son digitales de corriente alterna controlados por un regulador de frecuencia de la marca Siemens. El primer paso de transmisión de potencia para los ejes Y, Z y W es empleando una correa que transmite el movimiento del motor al husillo a bolas en una segunda etapa. El movimiento del eje X y B se realiza mediante un sistema de cremallera con doble piñón-motor para eliminar todas las posibles holguras.
El eje B para la mesa giratoria se fija hidráulicamente al obtener la posición deseada, en los demás ejes no es necesario.
Cambiador automático de herramientas
Consiste en un sistema con dos partes, un sistema de cadena situado junto a la columna en la que se sitúan las herramientas y otra consistente en un manipulador de herramientas que realiza la transferencia de herramientas entre el manipulador y el cono de la máquina. Los almacenes en la cadena están numerados del 1 al 60 debiendo ser colocadas las herramientas en concordancia.
Espacio para el operario
La máquina puede ser controlada a través de un ascensor habilitado para el operario cuya base esta sujeta a la columna, de modo que puede moverse de forma horizontal junto a la columna, adicionalmente con el objeto de facilitar el trabajo del operario puede acercar al mismo hacia la zona de mecanizado con un avance de recorrido 600 mm. El movimiento vertical se controla de forma independiente del recorrido vertical del eje Y. El operario está protegido contra chispas, taladrinas y virutas mediante protecciones de cristal con puertas corredizas.
En dicho elevador se encuentra el panel de mando de la máquina y la consola del CNC, la máquina también dispone de un volante individual para poderla manejar desde posiciones distintas al panel de mando principal.
La máquina se puede completar mediante el control de la mesa. También se puede equipar con un cargador de
herramientas automático, en cuyo caso la máquina
pasara a denominarse WRD 130 Q
Control CNC
El control CNC de la máquina controla 4 ejes (X, Y, Z, W). Si la máquina lleva incorporada la mesa giratoria, el número de ejes controlados se incrementa en dos más (w, B).
Las revoluciones del husillo se controlan de forma digital y se pueden programar en relación a las velocidades del husillo requeridas. El incremento mínimo para la programación del posicionamiento es de 0.001 mm en los ejes lineales y de 0.001º en el eje B. La posición angular en el caso de parada del husillo orientado puede ser programado con un incremento mínimo de 0.1º, al objeto de fijar la parada del husillo para el cambio de herramientas.
Los controles CNC facilitan:
- interpolación lineal en los 4 ejes lineales
- interpolación circular en 2 ejes lineales
- interpolación helicoidal.
Reglas Lineales y Encoders
Las mediciones en los ejes lineales X, Y, Z y W se toman a través de reglas de lectura electroópticas de Heidenhain.
Las posiciones de: eje W, eje B mesa giratoria, y eje C, (revoluciones) son tomadas mediante encoders rotativos. En los ejes W y C se realiza de modo indirecto mientras que en el eje B se realiza de modo directo.
Armario eléctrico
Los elementos eléctricos y otros equipamientos se encuentran en una cabina de dimensiones 2000 x 2000 x 600. La cabina consta de dos compartimentos. El de la parte izquierda contiene los reguladores de los motores de los ejes, del husillo y del cargador de herramientas automático en su caso. El compartimento de la parte derecha contiene los módulos básicos del sistema de control las unidades de potencia individuales y todos los enchufes, filtros y elementos de protección. La mayoría de los elementos utilizados en la cabina son de la marca Siemens, Telemécanique o bien de otros productores de renombre mundial.
La cabina dispone de filtros que la aíslan del exterior así como de un sistema de refrigeración que mantiene la temperatura permanente de modo que se previenen posibles anomalías por variaciones térmicas.
En caso de que la máquina se equipe con CNC en la mesa giratoria, se controlarán dos ejes adicionales:
w- recorrido longitudinal de la mesa,B- giro de la mesa.
Empresas o entidades relacionadas
Siemens, S.A. - Smart Infrastructure