
La punta del husillo, elemento clave del proceso de inyección
José Ramón Lerma, dpto. técnico de Biesterfeld Ibérica
19/04/2021Como he comentado en artículos anteriores (ver artículo: 'La descompresión o succión, su función y su relación con la punta del husillo') la válvula instalada en la punta delantera del husillo es un elemento clave del proceso de inyección.
Su función es doble. Por un lado, durante la fase de dosificación, con el giro del husillo, el casquillo flotante debe desplazarse hacia adelante por el empuje del caudal de polímero fundido que el husillo está desplazando hacia adelante debido a su diseño. Debe permitir que este caudal de material fundido avance hacia la zona delantera de la unidad de plastificación con el objetivo de obtener una dosis predeterminada.
La segunda función de la válvula de la punta del husillo es que cuando se produce el avance del husillo durante la fase de inyección y compactación, este casquillo flotante o anillo de cierre se apoye herméticamente contra el casquillo de ajuste fijo, de manera que la presión aplicada al husillo se transmita totalmente al material sin que existan fugas de material fundido.
La válvula de la punta de husillo más utilizada es la de casquillo flotante libre.

Los elementos que componen esta válvula o punta de husillo son:
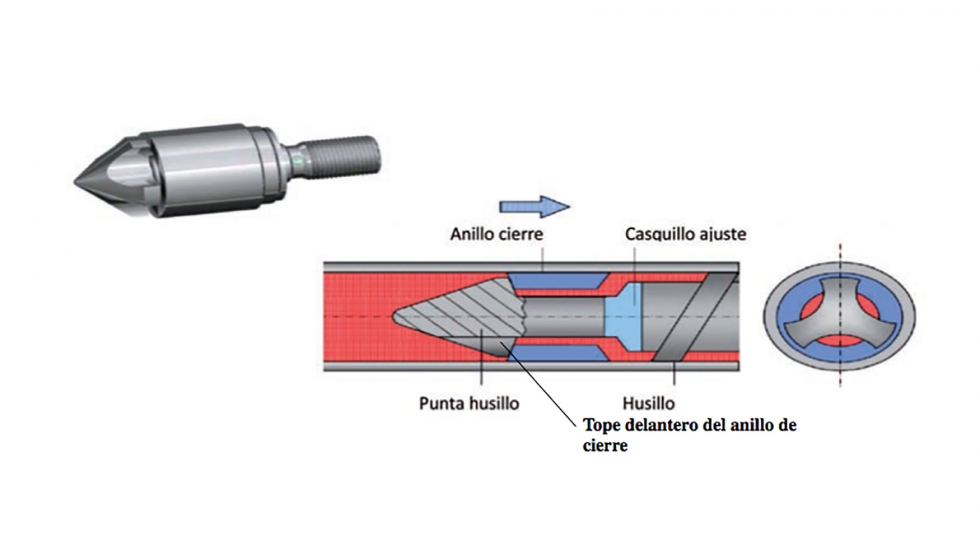
- Punta del husillo: Elemento roscado al husillo con forma aerodinámica, pulido y sin cantos vivos, con radios más o menos generosos en la zona delantera. Este cuerpo de la punta del husillo tiene una zona clave donde se apoya el casquillo flotante durante la dosificación. Esta zona hace de tope delantero en el movimiento permitido del casquillo flotante o anillo de cierre. También tiene esta zona una serie de canales para facilitar el caudal de salida de la válvula.
- Anillo de cierre: Elemento flotante que ajusta en su diámetro exterior con el diámetro interior de la cámara de plastificación y en su recorrido durante la inyección con el anillo de cierre fijo. Durante la dosificación se desplaza hacia adelante por efecto del empuje del material y se apoya en el tope delantero de la punta del husillo
- Casquillo de ajuste fijo: Casquillo montado entre la punta del husillo y el anillo de cierre flotante, su posición es fija y es donde apoya el casquillo flotante de cierre durante la inyección.
Estos tres elementos componen una válvula de punta de husillo de tres piezas. Existen también válvulas de punta de husillo de 4 elementos. Estas últimas tienen un postizo o anillo de acero tratado y endurecido en el apoyo delantero de la punta de husillo de modo que es más resistente y fácil de intercambiar cuando se producen desgastes.

Zonas de fricción y desgaste
Dosificación
Durante el movimiento de dosificación, el husillo entra en rotación y la punta del husillo que está fuertemente roscada a este también gira. Con este giro el husillo traslada material fundido a través de los canales. Este caudal aportado va pasando a través de la válvula, desplazando el casquillo hacia adelante hasta el tope existente. En este movimiento de giro el casquillo flotante de cierre también gira pero no gira a las mismas revoluciones que gira el husillo ya que no es solidario, es un casquillo flotante que no está fijado al husillo. Se estima que la velocidad de giro del casquillo flotante es de aprox. 1/3 de la velocidad de giro del husillo. Esta velocidad de giro del casquillo flotante dependerá del nivel de fricción entre el casquillo flotante de cierre y el tope o apoyo delantero de la punta del husillo entre otros factores tales como viscosidad del polímero, ajuste casquillo y cámara de plastificación, etc.
Esto hace que durante la fase de dosificación, el mayor desgaste se produzca en el ajuste entre casquillo flotante de cierre en su zona frontal y el tope delantero de la punta del husillo. El desgaste del casquillo de cierre flotante en su diámetro exterior es menor en la zona que ajusta con el diámetro interior de la cámara de plastificación que en la zona de ajuste frontal con el tope o anillo fijo delantero.
Inyección
Durante la inyección, este casquillo flotante se desplaza hasta apoyar con el casquillo de ajuste o de cierre fijo, haciendo estanca la válvula durante el movimiento de inyección.
Durante este movimiento rectilíneo de inyección con altas presiones, el desgaste se produce entre el diámetro exterior del casquillo flotante de cierre y el diámetro interior de la cámara de plastificación.
Una vez finalizada la compactación, con estos dos componentes estancos se produce el paso inmediato y súbito de la inyección con alta presión a hacer girar el husillo para dosificar.
Aquí es donde por unos instantes se produce un altísima fricción entre estos dos elementos en las zonas de contacto. Posteriormente la presión caerá rápidamente y el plástico fundido que el husillo hace avanzar durante su movimiento de giro hará que el casquillo flotante se separe del anillo de cierre y por tanto, ya no habrá fricción entre ellos.
Se puede resumir que en este tipo de válvulas, los tres elementos más críticos y que pueden sufrir desgaste son, el casquillo flotante y los dos casquillos fijos el de cierre trasero y el casquillo tope delantero.
Otros tipos de válvulas de punta de husillo
Punta de husillo de anillo flotante con bloqueo de giro

Este tipo de válvulas tienen un casquillo de cierre o ajuste flotante, pero con un diseño de unas guías rectangulares que conecta el giro del husillo con el giro del casquillo. El casquillo solo se mueve libremente en sentido lineal, pero el giro del husillo hace girar el casquillo.
Estas válvulas ofrecen una buena repetibilidad de proceso. También el desgaste entre el casquillo y los anillos de ajuste delantero y trasero es menor, ya que se mueven a la vez. No obstante, como contrapartida, al girar a la vez que el husillo, con la misma velocidad de giro, el desgaste se traslada al diámetro exterior del anillo y por tanto al diámetro interior de la unidad de inyección lo cual no las hace muy interesantes para algunos inyectadores que prefieren no utilizarla.
Válvula de asiento de bola
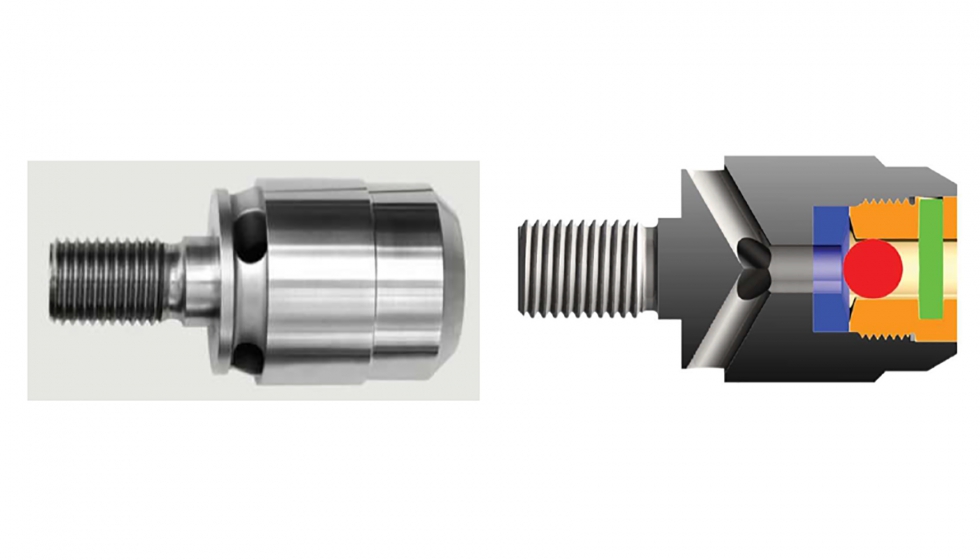
Estas válvulas utilizan una bola de acero en lugar de un casquillo de cierre flotante. La bola se desplaza linealmente entre la posición que permite la dosificación y el lado opuesto donde sella herméticamente el paso de material para la fase de inyección. Tienen la ventaja de que son bastante precisas y la repetibilidad del proceso es alta. Normalmente se utilizan con materiales sensibles termicamente y también con materiales de alta fluidez.
Como desventajas, son más complejas para purgar en cambios de color o cambios de material. También, al girar, son solidarias con el husillo y generan más desgaste en el diámetro interior de la cámara de plastificación.
Otras consideraciones
El elemento clave del diseño de una válvula de la punta de un husillo es el caudal que circulará a través de la válvula. Existen válvulas de alto caudal y otras, como las comentadas válvulas de bola y algunos diseños de válvulas de casquillo de cierre flotante, tienen un caudal bajo o limitado.
El volumen de caudal que aporta el husillo a través de la válvula depende en gran medida del diseño de la misma, de las secciones de paso a través del interior de la válvula, ranuras de salida del caudal delanteras, ángulos y también del diseño del casquillo delantero de apoyo del casquillo flotante.
Normalmente, el volumen de caudal que pasa a través de la válvula, del orden del 40 al 70% de la sección de paso de los filetes del husillo en la zona de plastificación o mezcla, son habituales. Este volumen de paso viene determinado por la sección de paso más estrecha de la válvula. En el caso de una válvula de anillo de cierre flotante, este área de restricción es la sección de paso entre el diámetro interior del cuerpo de la válvula y el diámetro interior del casquillo de cierre flotante. También viene determinada por el recorrido longitudinal disponible del casquillo de cierre flotante. Cuanto más restricción, más esfuerzo tiene que hacer el husillo para hacer pasar el plástico fundido y más presión en sentido contrario al avance del material se producirá, influyendo esta presión en el funcionamiento de la plastificación del husillo. Esto puede ser bueno para materiales donde se requiere alto nivel de energía para fundirlos y puede ser contraproducente para materiales sensibles a la cizalla.

Canales de flujo para un buen caudal.
Un mal funcionamiento de la válvula de la punta del husillo da como resultados un proceso de inyección inconsistente e improductivo pero hay consideraciones de proceso, de mantenimiento y de diseño para que tengamos la válvula adecuada y en perfecto estado para nuestro proceso.
José Ramón Lerma es autor de los libros: 'Libro Manual Avanzado de Inyección de Termoplástico', que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos y, del recientemente editado, 'Scientific Injection Molding Tools. Productividad a través del dominio del proceso'. Ambas publicaciones, comercializadas por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es
























