Factores que influyen en la temperatura de masa son:el diseño del husillo, la relación de compresión, las revoluciones de husillo y la contrapresión a la carga
La temperatura de masa, su importancia y cómo medirla correctamente
La temperatura de masa es una condición de proceso que debería estar siempre dentro de los márgenes que el fabricante del plástico nos propone en sus recomendaciones de proceso. Creemos erróneamente en las fábricas que el valor de regulación de temperatura está en el mando de control de la inyectora, es decir, el valor que le pedimos a las resistencias eléctricas es el valor de temperatura de la masa. Esto es un setting de máquina o un input de proceso que controla la temperatura de la masa pero... solo en parte.

Cuando preguntas en fábricas a qué temperatura inyectan el material, siempre muestran los valores del mando de la inyectora. No hay registros de temperatura real de la masa, ¿confiamos en este input? No deberíamos, pues hay otros factores que alteran el resultante de la temperatura real de la masa. Los otros factores determinantes, que influyen más directamente en la temperatura de masa son: el diseño del husillo, la relación de compresión, las revoluciones del husillo y la contrapresión a la carga.
La temperatura de masa es un factor determinante del proceso
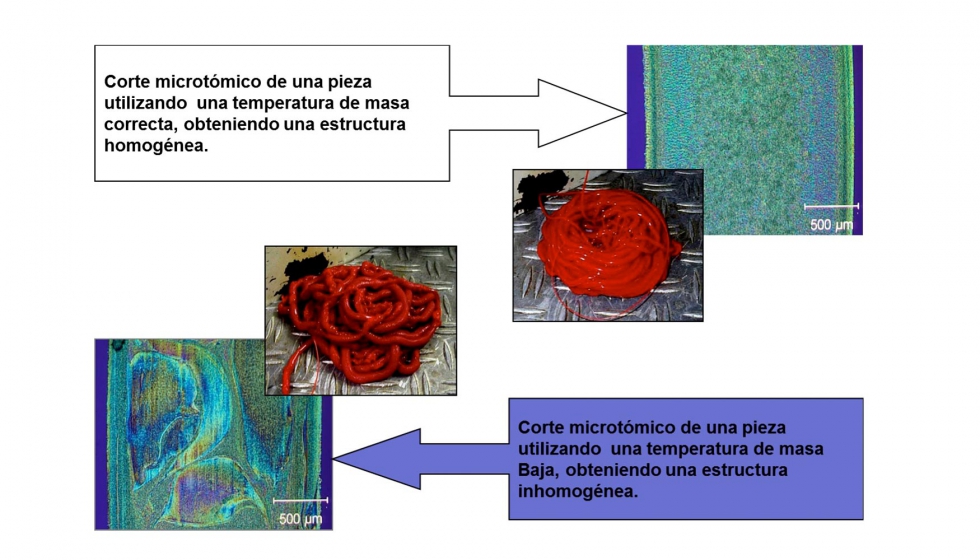
Una temperatura demasiado alta puede llegar a degradar el material, aun más si tenemos un tiempo de permanencia alto. Por el contrario, una temperatura demasiado baja puede provocar infundidos, fragilidad, heterogeneidades, exceso de presión necesaria para llenar la cavidad, etcétera.
Como pudimos ver en el artículo referido al mecanismo del husillo, las resistencias eléctricas en el exterior de la cámara de plastificación, que son las que controlan el mando de la inyectora, generan una capa fundida que permite al husillo girar y hacer la función de batir y homogeneizar el material. Por tanto, no creamos que la temperatura de las resistencias que podemos leer en el mando a través de los termopares instalados es la temperatura de la masa a la que estamos inyectando nuestras piezas.
Entonces, ¿qué alternativa tenemos para conocer la temperatura real de la masa? Claramente la temperatura real de la masa real solo la podremos obtener midiendo con una sonda pirométrica la temperatura del material fundido. Aquí, en esta operación de lectura, se cometen varios errores.
Esta temperatura se suele comprobar en las fábricas haciendo una eyección de material sobre la bancada de la máquina o sobre un cartón, etc. Posteriormente se introduce la sonda en la masa fundida y se observa la lectura. Cuando el valor de la temperatura deja de crecer, consideramos que es el valor de la temperatura de la masa. Aquí podemos incurrir en varios errores de lectura:
Si hemos parado la inyectora durante unos minutos, antes de hacer la eyección para la medición, la medición de temperatura obtenida puede ser ligeramente mayor que la temperatura real a la que estamos inyectando el material.
En el caso de que se realicen varias eyecciones previas a la eyección de la cual tomaremos la temperatura, la lectura obtenida será menor que la temperatura real puesto que la muestra tomada no es representativa del material con la máquina a régimen.

Cuando hacemos la eyección, en cuanto el material fundido entra en contacto con el aire y con la bancada de la inyectora, la temperatura de la masa comienza a descender rápidamente. Esto provoca desfases importantes entre la lectura realizada y la temperatura real.
Cuando introducimos la sonda en la masa fundida, hay que tener en cuenta el salto térmico que se produce. La sonda estará a la temperatura de la planta de inyección, mientras que la masa fundida estará, por ejemplo a unos 280 grados. Así pues el salto térmico es de más de 250 grados. Dado que el plástico es un mal transmisor térmico, se crea en la sonda inmediatamente una capa fría de material que aislará el material fundido de la lectura de la sonda.
Como ejemplo, si tenemos agua hirviendo a 100 grados y tenemos una sonda pirométrica introducida en nitrógeno líquido (- 195,8 grados C, el salto térmico es similar al que tenemos en una medición de la masa fundida en una inyectora) la lectura que obtendremos es de 0 grados C, debido a este efecto comentado de la capa aislante que se genera alrededor de la sonda.
Por todo lo comentado, tendremos tantas lecturas de temperatura como personas o técnicos la realicen, esto provoca una falta de confianza en estas lecturas y lleva a que no sean realizadas sistemáticamente.
Con el fin de unificar el método de lectura y que esta sea homogénea independientemente de la persona que realice la lectura, algunos técnicos americanos desarrollaron un método de lectura de temperatura de masa que intentará homogeneizar las lecturas que se realizan. Este método puede verse en libros y artículos como el método 30/30/30 que traducido a unidades Europeas seria mas bien el método 20/20/20".
Se trata de:
20 . Esperar a que la inyectora realice 20 inyectadas o 20 minutos de trabajo continuo.
20 .. Precalentar la sonda unos 20 grados por encima de la temperatura de lectura esperada.
20 .. Introducir la sonda en el centro de la masa fundida y esperar unos 20 segundos para tomar la lectura.
Aplicando este método no es necesario remover la sonda durante el tiempo de lectura. Es interesante colocar el extremo de la sonda en el centro de la masa fundida. No es conveniente lecturas en la parte superior de la purga, cerca del aire ambiental, ni cerca del fondo de la purga por el enfriamiento de la capa externa.
También como complemento a este método, es interesante tener a disposición un recipiente donde permanecerá la purga durante la medición.

Este recipiente es conveniente que sea de un material aislante recomendable PTFE por sus excelentes propiedades térmicas y de antiadherencia.
Una vez realizada la purga, se debe colocar dentro de este recipiente durante la medición. Las características de antiadherencia del PTFE hacen que también sea fácil después de la medición limpiar el recipiente.

En el momento en que capturamos la temperatura real a la que estamos procesando el plástico, tenemos controlado uno de los inputs importantes del proceso (ver artículo sobre inputs y outputs del proceso de inyección de plásticos). Esto nos facilitará el control del proceso así como la investigación ante desviaciones del mismo.
José Ramón Lerma es autor del Libro Manual Avanzado de Inyección de Termoplástico, que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos. El libro, comercializado por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es
Más información sobre los cursos Scientific Molding online impartidos en Inefco, en los que José Ramón Lerma es tutor https://www.ieaula.com/home/31-procesos-avanzados-de-inyeccion-de-termoplasticos.html