Un nuevo agente soplante para espumas

Actualmente se está procediendo a la retirada del HCFC-141b en cumplimiento del Protocolo de Montreal sobre productos que destruyen la capa de ozono. Estados Unidos tiene previsto abandonar la producción del hidroclorofluorocarbono-141b el 31 diciembre de 2002, en tanto que en Europa se han establecido las retiradas del HCFC-141b del mercado entre el 2002 y el 2004. Otros signatarios del protocolo también han fijado calendarios de retirada del HCFC-141b, algunos a partir ya del 2003. La agencia de protección medioambiental estadounidense ha aprobado el HFC-245fa como agente soplante conforme al SNAP (programa de nuevas alternativas significantes). Además, la sustancia ha sido notificada y admitida en la lista de la Unión Europea ELINCS (nº de notificación 96-02-0171, nº ELINCS 419-170-6), así como en los registros de numerosos países, incluyendo Australia, China, Japón, Corea, Nueva Zelanda y Taiwán.
Por otra parte, la firma por parte de la Unión Europea del Protocolo de Kioto compromete a Europa a los mayores recortes de uso de energía del mundo, lo que se traducirá inevitablemente en normas energéticas más estrictas para la construcción y restauración de edificios y en exigencias mucho mayores para el etiquetado de los electrodomésticos en cuanto a aspectos energéticos. Para poder cumplir estas nuevas normas, el sector deberá aprovechar el aislamiento térmico mejorado que pueden ofrecer productos como Enovate 3000.
Las obras del centro de producción de Enovate 3000 que Honeywell tiene en la localidad estadounidense de Geismar (Luisiana) siguen el calendario previsto para su puesta en marcha durante la segunda mitad del 2002. Mientras tanto, continúan las gestiones para obtener las distintas aprobaciones e inscripciones del producto. Honeywell fabrica cantidades semicomerciales de Enovate 3000 para pruebas y facilita apoyo técnico al sector de la espuma para ayudarle a realizar conversiones efectivas y en los trámites de homologación necesarios.
Propiedades
Por ejemplo, durante un ensayo de propiedades aislantes, el índice TEWI (impacto de calentamiento equivalente total) correspondiente a un frigorífico aislado con espuma insuflada con Enovate 3000 era prácticamente idéntico al del frigorífico aislado con espuma insuflada con ciclopentano. Este dato tiene especial importancia habida cuenta de que la espuma insuflada con Enovate 3000 no había sido optimizada en cuanto a aislamiento térmico. Los frigoríficos aislados con espuma insuflada con Enovate 3000 utilizaban un 8% menos de electricidad a lo largo de su vida útil que el frigorífico aislado con espuma insuflada con ciclopentano.

El agente soplante Enovate 3000 tiene un punto de ebullición de 15,3 oC, lo que posibilita su manejo como líquido de baja temperatura de ebullición. Asimismo, numerosos ensayos han demostrado que presenta bajos niveles de toxicidad aguda y crónica. Es compatible con la mayoría de metales, plásticos y elastómeros empleados en los equipos de transformación de espuma. Se mezcla muy bien con los polioles y presenta una excelente estabilidad en las mezclas preliminares de éstos. Todas estas propiedades permiten que el producto se preste fácilmente a los métodos de espumado existentes diseñados para el HCFC-141b o para el CFC-11, con pocas o ninguna modificación de los equipos y procesos de producción. Aún más importante, Enovate 3000 produce espumas con propiedades superiores sobre todo el valor de aislamiento térmico o factor K lo que resulta en un mejor rendimiento energético.
Flexibilidad económica: la competitividad de los costes

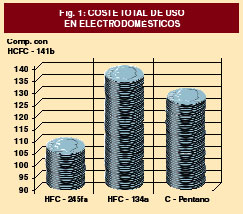
Si además incluimos en la ecuación los costes de cumplir las normativas de energía (aplicable en Estados Unidos), los datos demuestran que usar Enovate 3000 sale considerablemente más a cuenta que usar HFC-134a o ciclopentano (véase Fig. 1). En este cálculo se aplicó la norma de rendimiento energético 2001 del ministerio de energía estadounidense. Conforme se establecen en todo el mundo normas cada vez más estrictas en relación con la energía, se llegará a conclusiones parecidas y Enovate 3000 se revelará como la opción de agente soplante de mejores prestaciones, más económica y más beneficiosa para el medioambiente, ya que reduce al mínimo las emisiones de CO2 durante todo el ciclo vital del producto. En Estados Unidos, una gran parte del sector de los electrodomésticos ya se ha comprometido con Enovate 3000 como agente soplante preferido, una decisión motivada por la necesidad de un mayor rendimiento energético para cumplir las normativas medioambientales.

Mezclas
Para superar el obstáculo de los costes, Honeywell desarrolló una tecnología de agente soplante que utiliza Enovate 3000 con niveles de agua superiores a los tradicionales. Los ensayos demostraron que, para densidades de cubierta típicas, las propiedades de resistencia de compresión, estabilidad dimensional y aislamiento térmico de la espuma igualaban o superaban a las necesarias para esta aplicación. Además, la espuma se dejaba transformar muy bien empleando los equipos de pulverización convencionales sin modificar, y producía superficies suaves y una adhesión excelente. Los bajos niveles de toxicidad y de emisiones de Enovate 3000 durante el proceso de pulverización garantizan la seguridad del operario. Las mezclas preliminares de polioles se pudieron transportar también con seguridad en tambores estándar de calibre 16 (1,5 mm) gracias a su presión de vapor lo suficientemente baja.
El 26 de junio de 2001, West Roofing Systems y BASF Corporation llevaron a cabo con éxito una aplicación en «entorno real» de un sistema de aerosol de espuma Enovate 3000. Era la culminación de más de dos años de experimentos relacionados con la aplicación de Enovate 3000 en diversas cubiertas y en distintas condiciones ambientales. A pesar de las elevadas temperaturas ambiente y de que Enovate 3000 se aplicó sobre una cubierta BUR negra, la aplicación con aerosol dio lugar a un buen perfil de superficie, sin corrimientos ni arrugas detectables. De las pruebas se concluyó que los sistemas basados en Enovate 3000 se pueden aplicar con éxito a un coste equivalente al de los sistemas HCFC-141b.
También el sector de la espuma integral en tableros tiene sus propios retos a la hora de encontrar la tecnología más óptima de agente soplante inocuo para la capa de ozono. En primer lugar, porque, al competir con tantos materiales de otras clases, estos productos deben conservar un valor R (resistencia térmica) elevado sin perder su competitividad económica. En segundo lugar, porque además tienen que cubrir los requisitos más estrictos en cuanto a inflamabilidad y a propiedades físicas.
Para responder a estos problemas concretos, Honeywell está desarrollando dos tecnologías de coagente de soplado distintas para Enovate 3000. En la primera, que se parece a la solución de Enovate 3000 y CO2 (agua) encontrada para las aplicaciones de aerosol, se está trabajando en estos momentos para cuantificar los aspectos económicos de la mezcla.
La segunda tecnología en desarrollo es análoga, pero, en lugar de CO2 (agua), como diluyente de Enovate 3000 se emplea isopentano. Esta tecnología puede ayudar a las empresas que ya han hecho una inversión considerable para trabajar con hidrocarburos pero que necesitan mejorar las propiedades de la espuma, sobre todo la conductividad térmica.