
La contrapresión durante la dosificación, también llamada contrapresión a la carga: qué es, su función y cómo regularla correctamente (Parte 3)
José Ramón Lerma, dpto. técnico de Biesterfeld Ibérica
28/11/2022
Qué valores programar en la contrapresión
Con la contrapresión debemos tener en cuenta de la lista anterior de influencias de este parámetro, la cantidad de ventajas y los inconvenientes que también tiene este parámetro.
Un exceso de contrapresión, además de innecesaria provocará una mayor aportación de temperatura durante la dosificación pudiendo llegar a generar cierta degradación del materia o de los aditivos. Aumentará también el factor de desgaste tanto del husillo como del cilindro plastificador.
Mientras que una falta de contrapresión necesaria provocará ráfagas en las piezas debido al aire contenido en la granza, mala dispersión de aditivos, colorantes, etc., y también irregularidades en los pesos dosificados.
Con falta de contrapresión, el husillo girará y se desenroscará del material fundido sin homogeneizarlo y plastificarlo correctamente.
Por eso, la contrapresión actúa también como controlador de la velocidad de dosificación, para que esta no se produzca sin control.
Podemos decir que otra aportación de este parámetro es que la contrapresión evita que el husillo se deslice rápidamente hacia atrás como desenroscándose de la cámara de la unidad de inyección y del material en su interior no generando una correcta plastificación, homogeneización, afectando a la calidad y repetibilidad del proceso.
¿Contrapresión a la carga? ¿Qué valores programar? ¿Cómo?
Para seleccionar el valor de contrapresión en bares a programar en la inyectora debemos ser conservadores. Aquí debemos poner el valor cercano al mínimo necesario para que no aparezcan ráfagas en las piezas y tampoco síntomas de mala dispersión de pigmentos, masterbaches, y la ausencia de infundidos. A partir de ese nivel podemos optimizar el valor de contrapresión a través de la estabilidad en los pesos de las inyectadas realizadas y la estabilidad de los tiempos de dosificación.
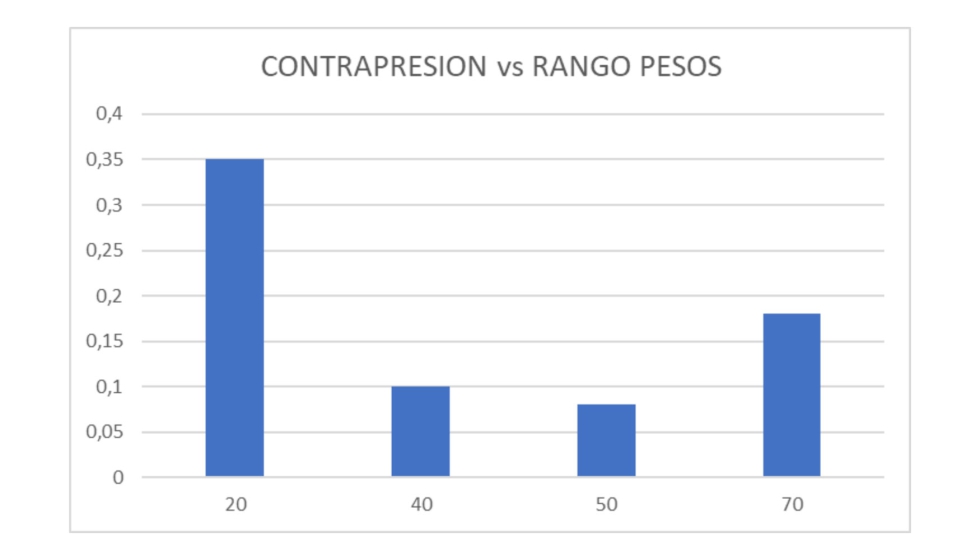
Ensayo de estabilidad de pesos en función de la contrapresión
Se trata de realizar 10 inyectadas con diferentes niveles de contrapresión, desde contrapresión baja a contrapresiones altas. En cada grupo de 10 inyectadas registraremos el peso de cada inyectadas para calcular el rango de los pesos obtenidos, es decir, la diferencia entre el peso máximo obtenido y el peso mínimo obtenido.
Podremos seleccionar la contrapresión que genera un rango de pesos más estrecho, es decir, aquella en la que los pesos son mas repetitivos entre las diferentes inyectadas.
En este ejemplo de análisis de la repetibilidad de los pesos en función de la contrapresión, la contrapresión de 50 bares aporta un menor rango de pesos y por tanto, es la más robusta.
Ramón Lerma es autor de los libros: 'Libro Manual Avanzado de Inyección de Termoplástico', que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos y, del recientemente editado, 'Scientific Injection Molding Tools. Productividad a través del dominio del proceso'. Ambas publicaciones, comercializadas por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es






























