
Reduir la despesa en eines no garanteix la reducció de costos de producció
Desenvolupaments com la nova geometria Duplex o JETCut, entre unes altres, són una mostra del nostre compromís amb aquest tipus d'indústria i que seguirem apostant per aquest sector. Sobre els avantatges d'aplicar aquestes geometries aprofundirem a continuació.
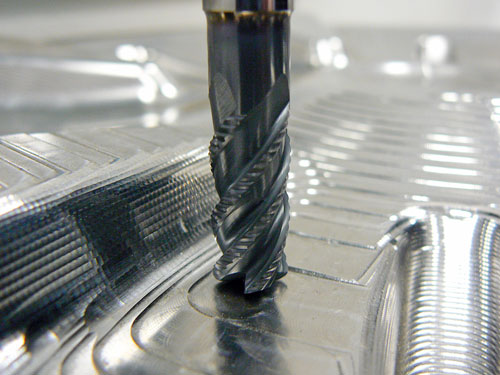
Desbastament
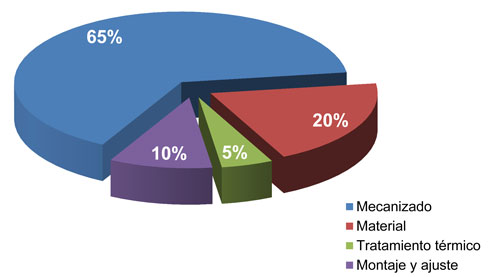
Partint de la base que el mecanitzat és la major part del cost total del motlle o matriu, al voltant d'un 65%, hauríem de pensar en quina forma podríem reduir aquest cost. La primera opció és la despesa en eina. Sens dubte aquesta és la manera més fàcil però no la més encertada ja que diferents estudis demostren que aquest cost és d'aproximadament entre un 5 i un 7%.
Realment, hem de treballar en l'optimització del temps de mecanitzat. En aquest apartat serà on aconseguim els majors beneficis i estalvi de costos. Per a això hem d'analitzar des de les estratègies de mecanitzat, les eines i la seva subjecció i altres factors que intervenen en el procés de mecanitzat, que anirem desenvolupant en aquest article.
Els mètodes de fabricació han evolucionat enormement en els últims anys. Tant les màquines com els programari CAD-CAM o les eines han donat un gran salt qualitatiu brindant interessants oportunitats per millorar en l'apartat del mecanitzat.
En els últims anys hem vist com s'ha parlat, cada vegada més, de mecanitzats HSC (alta velocitat) o Alt rendiment HPC (High Performance Cutting) o mecanitzats trocoidales. D'aquest últim vull posar l'accent ja que la gran majoria de companyies de programari CAM han desenvolupat estratègies per a l'aplicació d'aquest tipus de mecanitzat.
Aquesta estratègia de desbastament ens aporta un gran volum d'encenall arrencat (Q cm³/min) pel qual podem reduir el temps de mecanitzat fins a un 50% pel que fa a treballar amb un plat de gran avanç. Amb aquest mecanitzat podem utilitzar fins a 2 vegades el diàmetre (2XD) en increment axial (ap) i entre un 40 o 50% de l'eina en increment radial (ae). Això és possible perquè aquestes estratègies respecten sempre les profunditats de tall programades, llavors les trajectòries serien com un mecanitzat lateral i en el moment que l'eina hauria de mecanitzar a diàmetre complet el programari genera una trajectòria trocoidal respectant la geometria de la peça. Això permet tenir una evacuació d'encenall millor controlat i d'aquesta manera fer que el procés de desbastament sigui molt més segur.
En Franken ja comencem a treballar sobre aquest tema fa uns anys, donant com resultat la nostra geometria Duplex, que ens permet treballar de dues maneres diferents i fins a 66HRc. La primera com vam comentar anteriorment i la segona mecanitzant alt rendiment (HPC). Entenem per HPC com un mecanitzat amb poc increment axial (ap) i un alt avanç per dent (fz) amb velocitats de cort estàndard. Moltes vegades es confon aquest tipus de mecanitzat amb alta velocitat (HSC).

Tornant al tema del trocoidal, hauríem de dir que no sempre aquesta opció és aplicable a tot tipus de desbastaments, ja que ens limitarà la longitud de l'eina. Sobretot aquest tipus de mecanitzat, on millor s'adapta és en la fabricació de postissos o de caixeres.
Com comentem al principi, en el procés de mecanitzat intervenen diversos factors i un molt important és el de la subjecció de l'eina. En un desbastament les forces de tall solen ser bastant altes i tendeixen a expulsar l'eina cap avall sobretot en diàmetres a partir de 12 mm on és imprescindible una bona subjecció. Emuge-Franken ofereix tant Safe-Lock, un nou sistema de subjecció per inducció tèrmica més una ranura helicoïdal que assegura que no hi hagi moviments axials de l'eina, com PWRGrip, un sistema de subjecció per pinces que ens brinda forces d'estrenyi superiors a 1.100 Nm una concentricidad de 0,003 µ.

Acabats
Fins al moment hem parlem de desbastament però en l'acabat també podríem reduir costos aplicant eines JETCut. Aquestes tenen la particularitat, tant en eines tóricas com en esfèriques, de la quantitat de talls de cort. Per exemple una eina de diàmetre 12 mil·límetres té 8 talls.
Amb l'evolució de les màquines, l'arribada dels 5 eixos, molts mètodes de mecanitzat han canviat i uns altres no tant. Les operacions d'acabat són el clar exemple d'això. És molt freqüent trobar-se encara amb empreses, que tenint màquines de 5 eixos continus o de 3+2, continuïn plantejant el mecanitzat com si disposessin d'una màquina de 3 eixos.
Tornant a l'acabat amb eines esfèriques JETCut a l'hora de fer una operació de copiat per exemple, seria molt beneficiós tant per a la vida de l'eina, com per al temps de mecanitzat o la qualitat superficial inclinar el capçal de la màquina. A partir de 15º faríem efectius els 8 talls de l'eina obtenint com resultat una reducció del temps significatiu o uns valors de Ra (rugosidad) menors en comparació d'una eina de dos talls de cort.
D'altra banda les empreses que no disposin d'aquest tipus de maquinària (5 eixos) podrien beneficiar-se emprant eines tóricas aplicant el mateix concepte però en trajectòries en Z-constant. Per exemple en acabat de parets verticals o inclinades.
En conclusió, hem vist maneres diferents d'estalviar temps de mecanitzat, ja sigui en operacions de desbastament i també d'acabat, inclusivament amb diferents tipus de configuracions de màquina. El ser més competitiu no passa per reduir la despesa d'eina, si no per produir millor i més ràpid.

































