Modelando un conformador de virutas
Los modelos de formación de virutas ayudan a los ingenieros de Iscar a optimizar la forma del conformador de virutas de las plaquitas. La cara de desprendimiento de la herramienta determina la geometría de una herramienta, su capacidad total de corte, por lo que una cara de desprendimiento óptima es clave para el diseño de la plaquita.
El diseño de la cara de desprendimiento de las plaquitas requiere un alto nivel de ingeniería: conocimiento de la teoría del mecanizado de metales y del proceso de formación de viruta, el entendimiento de las características específicas del mecanizado de los diferentes materiales; así como conocer los principios de la pulvimetalurgia y los límites de la fabricación de productos sinterizados y poseer la suficiente experiencia y formación en el diseño de herramientas.
A lo largo de los años, las opciones tecnológicas disponibles para los fabricantes de herramientas de corte han determinado la forma de la cara de desprendimiento. Por ejemplo, las primeras herramientas intercambiables montaban plaquitas con desprendimiento plano. Para fragmentar las virutas largas en operaciones de torneado realizadas con este tipo de herramientas, con frecuencia era necesario utilizar láminas adicionales que se instalaban en la herramienta, sobre la plaquita. En algunos diseños, incluso la brida superior de fijación de la plaquita actuaba como rompevirutas. Otra solución muy habitual para plaquitas de torneado con desprendimiento plano era mecanizar una cavidad que hacía que la viruta se rizase en forma espiral, y entonces se rompía en tirabuzones más o menos controlables. Estas dos soluciones fueron idóneas para esa época, pero estaban muy lejos de ser perfectas.
La lámina montada en la herramienta a modo de rompevirutas obstaculizaba el flujo de virutas. Estas virutas ocasionaban una intensa abrasión en la lámina, reduciendo significativamente su vida efectiva. En la otra solución la forma y dimensiones de la cavidad estaban limitadas por la muela de afilar. Pero el principal problema era la necesidad de realizar pruebas a largo plazo para desarrollar un rompevirutas que pudiera garantizar un rendimiento estable en el mecanizado de diferentes materiales. En cierto modo, el diseño del rompevirutas era un proceso de ensayo y error
Los avances en pulvimetalurgia cambiaron esta situación espectacularmente, con nuevas máquinas y sistemas computerizados que mejoraron sustancialmente la estabilidad y fiabilidad de una gran cantidad de procesos. La tecnología de productos de metal duro sinterizado hacía posible dar diferentes formas a las caras de las plaquitas y acabó con los dos sistemas de control de virutas anteriores. La cara de desprendimiento combinaba formas cóncavas y convexas, protuberancias, etc. Esta compleja geometría fue diseñada para permitir la formación necesaria de viruta y un efectivo control de la misma. Las caras de desprendimiento de las plaquitas actuales presentan el mismo aspecto.

Impacto del diseño asistido por ordenador (CAD)
La introducción de los sistemas de diseño asistido por ordenador (CAD) en la investigación y Desarrollo (I+D) de las herramientas de corte, tuvo un impacto muy significativo en la forma de la cara de desprendimiento. Los sistemas CAD ofrecen a los diseñadores de herramientas un poderoso mecanismo para realizar complejos modelados 3D, cálculos de ingeniería, análisis de las posibles limitaciones de la plaquita y, por supuesto, su cara de desprendimiento. La combinación de la más vanguardista tecnología de sinterizado, los avanzados sistemas CAD y las modernas máquinas CNC ha supuesto un enorme salto cualitativo para la industria de las herramientas de corte. Además de permitir la fabricación de plaquitas de geometrías complejas, ha reducido considerablemente el proceso de diseño.
El nuevo nivel de tecnología y diseño de herramientas de corte redujo significativamente la necesidad de realizar pruebas. Sin embargo, el tiempo necesario para estudiar la capacidad de corte de una nueva geometría de plaquita mediante pruebas de mecanizado seguía siendo considerable.
Esto ocurre con el diseño de todo tipo de plaquitas, no sólo de torneado. En el caso de plaquitas de fresado, la forma de la cara de desprendimiento se considera principalmente desde el punto de vista de formación de viruta, ya que se trata de un proceso de mecanizado interrumpido para el que la rotura de viruta no es una dificultad. Por este motivo, en el caso de plaquitas de fresado se habla de conformador de viruta, y para las de torneado se denomina rompevirutas. Para que quede claro, la cara de desprendimiento de las plaquitas de torneado debe dar forma las virutas, además de fragmentarlas. En cuanto a la geometría, la cara de desprendimiento de todas las plaquitas es una combinación de zonas cóncavas y convexas.
Impacto del modelado 3D
La realización de numerosas pruebas e investigaciones científicas y el análisis de la información acumulada en el campo del mecanizado de metales, junto con los importantes avances informáticos, han facilitado a esta industria una nueva y poderosa herramienta de diseño: el modelado de la formación de viruta en tres dimensiones. Los primeros modelos de formación de viruta en 3D estaban basados en datos empíricos y calculados, y presentaban importantes imprecisiones. Posteriormente, basándose en el método de elementos finitos, estos sistemas de modelado alcanzaron niveles totalmente nuevos. Actualmente, los diseñadores de herramientas de corte utilizan un avanzado software que permite una simulación del proceso de formación de viruta muy próxima a la realidad. Aunque este software no puede sustituir a las pruebas de mecanizado, contribuye en gran medida al efectivo diseño de las plaquitas y, sobre todo, de sus caras de desprendimiento.
Emparejando geometría y operación
Iscar, como compañía líder en la industria de herramientas de corte, ha implementado prácticas de modelado que permiten a los ingenieros de I+D determinar qué geometría es la idónea para cada operación, incluso desde la fase de diseño.
Torneado plaquita CNMG
Durante el diseño de la plaquita de torneado CNMG 120404-F3P se observó que la simulación del mecanizado también era útil para configurar la forma de la superficie superior de la plaquita (Figura 1).
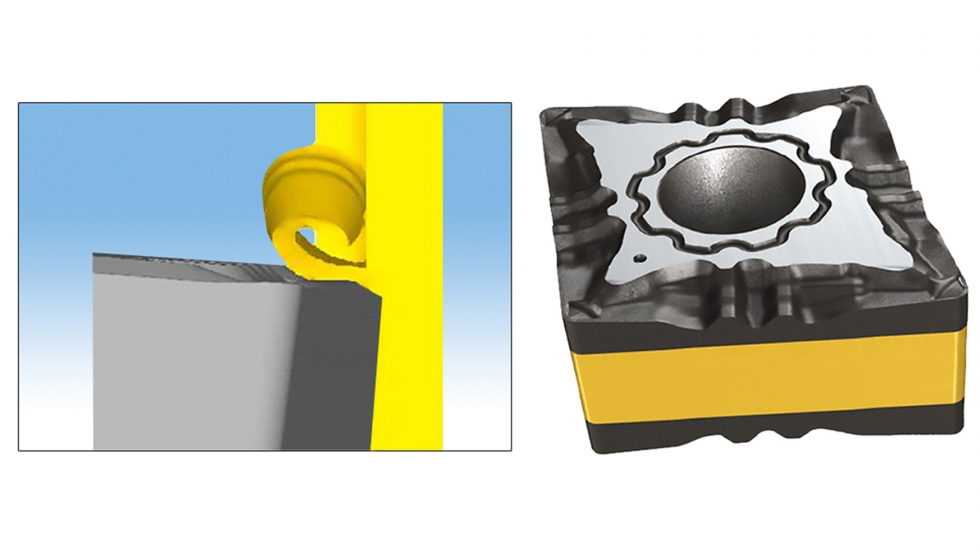
Aunque inicialmente este sistema no fue ideado con este fin, gracias a la excelencia del equipo de I+D de Iscar, se ha comprobado que los sistemas de modelado son extremadamente valiosos para garantizar los mejores resultados de corte.
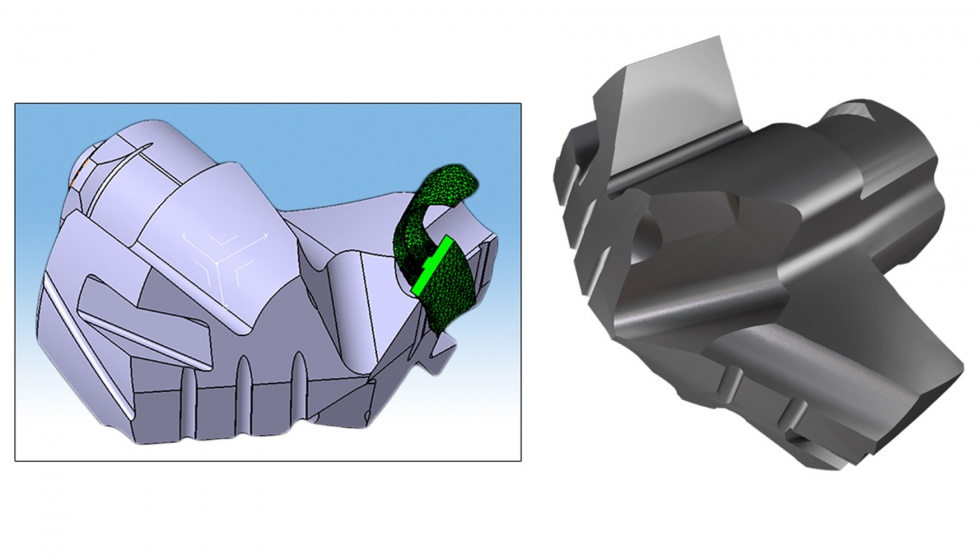
Taladrado puntas ICG fragmentadoras
El taladrado de aceros inoxidables austeníticos y dúplex (grupo de materiales ISO M), de muy baja maquinabilidad, presenta dificultades, especialmente en caso de una gran profundidad del agujero. Para mejorar el rendimiento de este tipo de operaciones de taladrado, Iscar ha diseñado las puntas de taladrar intercambiables ICG, con geometría fragmentadora de viruta, en una gama de diámetros de 14 a 25,9 mm. Estas puntas montan en los cuerpos de broca Sumocham estándar, y mecanizan agujeros de elevada calidad con una profundidad de hasta 12xD. Disponen de una geometría fragmentadora de viruta y un rompevirutas especialmente diseñado para garantizar un excelente control de viruta, solucionando de forma simple los problemas de evacuación de viruta en taladrado profundo.
La simulación del flujo de virutas ha supuesto un paso importante en el proceso de la conformación, siendo un factor decisivo para el éxito del diseño propuesto (Figura 2).
Fresado Fresas Nanmill
Durante la reciente campaña Logiq, en la que se lanzaron líneas de herramientas de corte nuevas y mejoradas, Iscar presentó una serie de fresas intercambiables de pequeño diámetro (hasta 20 mm). Aunque este tamaño se considera tradicionalmente como más adecuado para fresas integrales, esta nueva familia representa una atractiva y económica alternativa.
La familia de fresas intercambiables Nanmill en una gama de diámetros de 8 a 16 mm supone un nuevo concepto de diseño con un tornillo de fijación situado por encima de la plaquita y otro que actúa como una cuña. Sin embargo, para evitar cualquier tipo de contacto entre la cabeza del tornillo y las virutas generadas (como consecuencia potencial de este diseño), el conformador de virutas precisaba una adaptación adicional. La simulación del proceso de formación de viruta fue fundamental para solucionar el problema con éxito (Figura 3).
Solución Inteligente y Altamente Eficiente en Fresas de Pequeño Tamaño que Montan Plaquitas Triangulares from Iscar Iberica SA on Vimeo.
La simulación de la formación de virutas es actualmente un valioso sistema para dar forma a la cara de desprendimiento de la plaquita. Los futuros progresos en modelado llevarán a los diseñadores de herramientas a lograr las geometrías óptimas y mejorarán significativamente la calidad de la herramienta.