Supervisión del estado de la Herramienta mediante conocimiento experto
Departamento de Electrónica e Ingeniería Electromecánica. Universidad de ExtremaduraCentro Universitario de Mérida C/ Santa Teresa de Jornet 38. 06800 MéridaTelf.:653 46 68 69 e-mail:drs10@navegalia.comEscuela de Ingenierías Industriales, Avda. de Elvas s/n, 06071 Badajoz01/12/2002
1. Introducción
En este artículo se describe un sistema de supervisión del estado de la herramienta, basado en el análisis de la corriente consumida en el proceso de mecanizado.
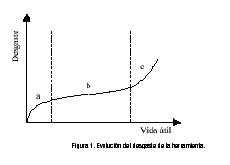
El desgaste de la herramienta, es distinto dependiendo del tiempo de corte, de modo que pueden distinguirse tres zonas, ver figura 1. La zona a se caracteriza por un rápido desgaste, en la zona b el desgaste es proporcional al tiempo de mecanizado, y en la zona c el desgaste es exponencial, pudiendo producirse un fallo súbito en la herramienta. La curva del desgaste implica que el consumo de corriente eléctrica presente una variación similar en función del desgaste. Crece aproximadamente lineal con el tiempo de trabajo de la herramienta y posteriormente sufre una variación brusca.
2. Resultados y Discusión
utilizan en [1].
El tamaño de la muestra es cinco, y la longitud de la ventana temporal desplazable en el tiempo puede variarse en función de la precisión que se requiera.
3. Conclusiones
4. Referencias
[2] J.J. Melendez, J. Colomer, J. De la Rosa, J. Aguilar-Martín, J. Vehi, "Embedding objects into matlab/simulink for process supervision", Proceedings of IEEE Intal. Symposium on Computer Aided Control Systems Design. Dearborn Mich. USA Septiembre 1996







