La simulación del flujo de GMT llega a la práctica
El número de aplicaciones con GMT (termoplásticos reforzados con fibra de vidrio) está aumentando mucho en los últimos años. Las buenas propiedades de estos materiales, combinadas con la posibilidad de producciones masivas a precios razonables, se pueden considerar como las principales razones de este éxito. El actual nivel elevado de control de los procesos hace posible la utilización de software de simulación en las primeras etapas del desarrollo del producto, lo que redunda en una reducción de los costos.
El proceso más habitual para la producción a gran escala de piezas de GMT es la compresión. Con el crecimiento de la utilización de este material, el proceso de moldeado se ha ido automatizando y el uso de robots ha mejorado notablemente su consistencia y precisión. Precisamente por este motivo, la utilización de softwares de simulación se ha convertido en un objetivo real. En general, la simulación de procesos se suele utilizar habitualmente para el desarrollo del producto y para la optimización de los procesos.
Utilizar la simulación significa optimizar el diseño del producto en las primeras fases de todo el proceso de diseño. El molde y la disposición de las placas troqueladas pueden ser optimizadas antes del moldeo. Los costes de los prototipos iniciales y los utillajes se reducen y se evitan las costosas modificaciones de los moldes. También se pueden detectar y analizar posibles problemas en procesos ya existentes en la empresa. Es posible simular el efecto de las modificaciones del molde sin trabajar en el propio molde. También se pueden analizar los cambios en el comportamiento del flujo del material debidos a alteraciones en las condiciones de transformación, y predeterminar condiciones mejoradas.
Express es uno de estos programas de simulación, desarrollado específicamente para GMT y SMC. Está basado en un modelo "Hele Shaw", ampliado con algoritmos para comportamientos de materiales no Newtonianos y no isotérmicos. Express calcula los frentes de flujo, haciendo posible la detección de líneas de soldadura y bolsas de aire. Las predicciones de flujo pueden ser utilizadas para analizar problemas de llenado. El programa es capaz también de generar un aseguramiento preliminar de los parámetros de proceso, como por ejemplo las fuerzas de cierre que se necesitan. Se puede calcular la orientación de la fibra después del prensado a partir del comportamiento del flujo del material. De esta orientación de las fibras se pueden extraer las propiedades anisotrópicas del producto total, y con ellas, obtener los cálculos mecánicos para el diseño del producto de una forma más próxima a la realidad.
En vista del desarrollo de Express, el programa ha sido probado en el departamento de Tecnología de Composites de GE Plastics en la ciudad holandesa de Bergen op Zoom. Se han generado datos de entrada en el programa para cuatro grados diferentes de Azdel (GMT basado en PP). Estos datos se pueden dividir en tres categorías:
- Datos de viscosidad (dependencia de la viscosidad de la velocidad de cizallamiento y la temperatura)
- Datos térmicos (por ejemplo, conductividad térmica)
- Datos de procesado (por ejemplo, velocidad de cierre del molde)
El dato más importante es la viscosidad del GMT. Se han evaluado tres métodos disponibles con el fin de definir un método para medir la viscosidad, lo que aporta en la práctica importantes datos sobre este parámetro:
- Método de medición de la viscosidad del flujo a compresión
- Método de medición de viscosidad de placa
- Método de medición de viscosidad plato-plato
En la práctica existen grandes diferencias entre las viscosidades medidas utilizando los diversos métodos de medición reológica. El sistema plato-plato se utiliza habitualmente para medir viscosidades de plásticos sin reforzar. Una desventaja de este método es el escaso parecido con el procesado de GMT en la práctica. Los otros dos métodos se parecen más a este procesado. Ambos se basan en un proceso de moldeo por compresión, en el cual el material es prensado entre dos mitades de molde planas. Los números de viscosidad que se miden con estos métodos son relativamente altos. La mejor correlación se obtiene cuando la viscosidad de flujo a compresión se utiliza como entrada para el programa Express.
Un buen ejemplo de los estudios de flujo se muestra en el estudio de problemas de llenado en las esquinas de una tapa de contenedor que parece ser muy frágil y que se rompe a menudo en las zonas de las esquinas. Para generar una solución a este problema se desarrolla un estudio de flujo en el molde utilizando el programa Express. Se genera un modelo por elementos finitos. El comportamiento de flujo calculado muestra que una línea de soldadura aparece en las esquinas de la tapa. En la práctica esto significa un defecto por fragilidad El material fluye a la esquina desde la derecha y la izquierda y se acumula en la esquina, donde el típico comportamiento del flujo causa un área muy rica en PP. Con el fin de mejorar el flujo se ha optimizado la disposición de la placa troquelada, utilizando el programa Express. En lugar de una placa troquelada cuadrada en el medio del molde, se utiliza uno rectangular (ver figura 1).
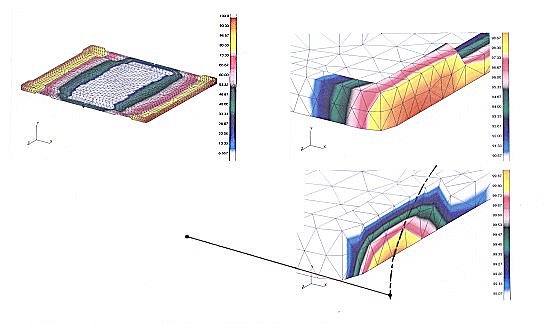 Figura 1
Figura 1
Línea de soldadura en una de las esquinas de la tapa.
Con esta nueva configuración, realizada en base a los resultados de la simulación, el material fluye bien por las esquinas y la línea de soldadura se desplaza hacia una zona menos crítica, mejorando las prestaciones de la pieza notablemente.
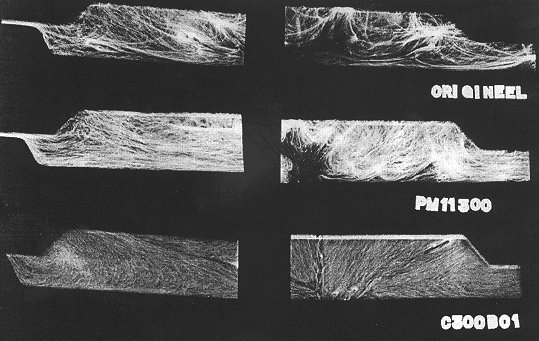 Figura 2
Figura 2
Rayos X de las diferentes situaciones con la pieza troquelada cambiada y con la original.
En la figura 2, obtenida por rayos X, las dos figuras inferiores representan la situación con la placa troquelada ya cambiada con un material de mat aleatorio y otro de fibra cortada. En comparación con la situación anterior, la distribución en la esquinas se mejora de forma importante. El material de fibra cortada muestra la mejor distribución de la fibra de vidrio. En ambos casos la línea de soldadura está más lejos de la esquina crítica, aunque con el mat aleatorio la zona de la línea de soldadura sigue teniendo mucho PP. Por este motivo el material con fibra de vidrio cortada se eligió para seguir desarrollando la tapa.
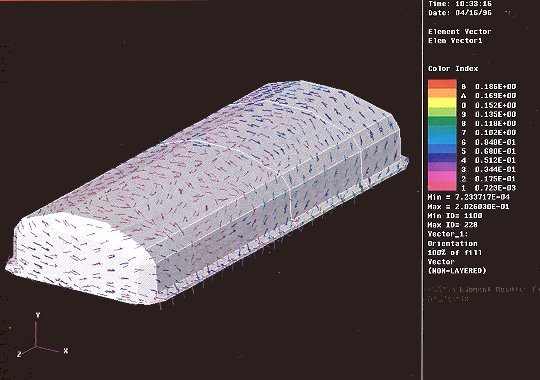 Figura 3
Figura 3
Resultados del programa Express para la orientación de la fibra en la tapa de una válvula.
Para verificar la orientación de la fibra prevista se realiza un análisis de rigidez mediante un ensayo de flexibilidad en tres puntos de una tapa de válvula, y el mismo test se realiza en la práctica. El modelo de elementos finitos de esta tapa o cubierta se utiliza como un input geométrico para el Express y se calcula la orientación de la fibra (ver figura 3). Express calcula un vector para cada elemento, que define la principal orientación de la fibra en ese elemento particular. El valor absoluto de este vector define la "direccionalización" de las fibras. Cuanto más bajo sea este valor, más orientación aleatoria se produce. Cuanto más alto el valor, se produce una situación mayor de unidireccionalidad.
Utilizando el modelo micromecánico Halpin-Tsai, Express calcula un tensor general de elasticidad para cada elemento de la orientación de la fibra. El tensor se guarda creando una definición del material única para cada uno de los elementos individuales. Para verificar la exactitud estos datos anisotrópicos se realiza una simulación mecánica, utilizando dos tipos de input:
- La definición del material isotrópico ausente, aplicado habitualmente a materiales GMT (E = constante para el total del producto)
- La definición del material anisotrópico, generado por Express (E = constante para cada elemento).
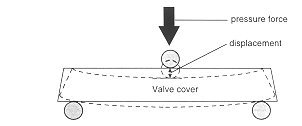 Figura 4
Figura 4
Ensayo de flexibilidad con tres cilindros.
Basándose en los datos de las propiedades del material, se simula un test de flexibilidad en tres puntos de la pieza completa y se verifica en la práctica. La tapa de la válvula se coloca sobre dos cilindros de acero, a 30 mm de los extremos (figura 4). En un tercer cilindro que se coloca encima de la pieza se aplica la fuerza. A lo largo del test se van midiendo la fuerzas y las deformaciones (flexibilidad en mm). El diagrama de los desplazamientos provocados por la fuerza realizada, encontrados en la práctica, se compara con los cálculos realizados. Del diagrama resultante se puede concluir que la simulación basada en el input Express anistrópico, lleva a los resultados más exactos. En la gama de elasticidad la desviación es muy pequeña (< 10%), en comparación con los cálculos isotrópicos calculados habitualmente (>20%). Utilizando la orientación de la fibra prevista, la simulación de las propiedades mecánicas del producto final se puede mejorar.
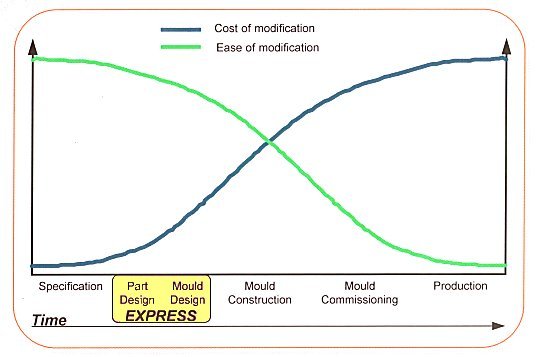 Figura 5
Figura 5
Ventajas del programa de simulación
En la actualidad, GE Plastics (Tecnología de Composites) puede predecir con exactitud el flujo de los materiales, utilizando un programa de simulación del moldeo por compresión. También se puede utilizar en la práctica la predicción de la orientación de la fibra en un producto totalmente realizado en GMT. Como ya se ha dicho anteriormente, el incremento de las aplicaciones con GMT exigirá finalmente una mayor utilización de programas de simulación de estas características.
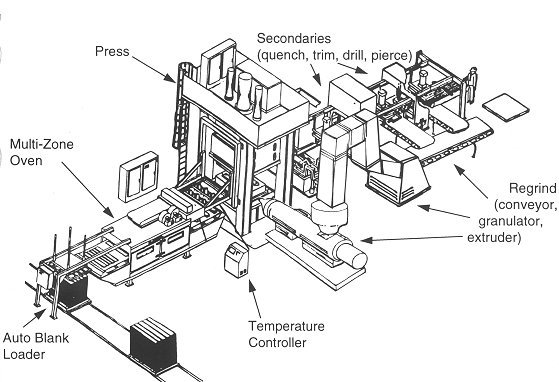 Figura 6 El proceso de moldeo por compresión
Figura 6 El proceso de moldeo por compresión






