
Madera laminada encolada (MLE)

Para garantizar las propiedades de la madera laminada encolada son determinantes tres factores o puntos de partida: la madera aserrada o tabla como materia prima, la formación de lámina continua mediante unión dentada de testa y el encolado entre láminas.
Madera aserrada ⁄ tablas
Según la norma UNE-EN 386, para fabricar MLE hay que utilizar madera aserrada en forma de tablas clasificadas estructuralmente mediante clasificación visual o automática. En Alemania y Austria hay que tener en cuenta la norma de clasificación DIN 4074, según la cual se distinguen tres calidades visuales (S7, S10 y S13) y cuatro mecánicas (MS7, MS10, MS13 y MS17). Para maderas españolas habría que tener en cuenta la norma UNE 56544, que define las calidades visuales ME1 y ME2 aptas para fabricación de madera laminada. En otras regiones de procedencia habría que utilizar las normas de clasificación correspondientes.
La clasificación visual de las tablas destinadas a la fabricación de MLE se basa en la medición de parámetros relacionados con sus propiedades mecánicas: tipo y tamaño de los nudos, presencia de médula y anchura de los anillos de crecimiento, entre otros.
La clasificación mecánica se basa en la medición de propiedades como el módulo de elasticidad en flexión. Junto con el efecto de los nudos y la densidad, que puede ser determinada con otros equipos, permite conocer con precisión las propiedades mecánicas de la madera.
En todo caso, esta clasificación debe tener en cuenta cuál va a ser el modo de trabajo o comportamiento mecánico de las láminas una vez fabricada la madera laminada. Por ello, la normativa alemana y centroeuropea exige controlar la resistencia a tracción y el módulo de elasticidad en tracción, según la figura adjunta y el procedimiento que sigue a continuación.
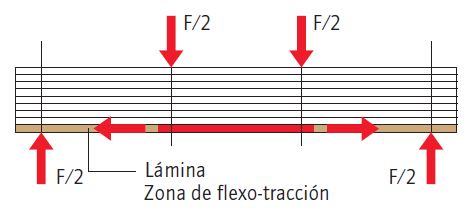
La experiencia obtenida a partir de ensayos, utilizando un modelo de viga sometida a flexión, permite calcular la resistencia necesaria de las láminas para la fabricación de MLE. Serán los valores de resistencia a tracción de dichas láminas los que determinan la Clase Resistente de la madera laminada de acuerdo a la norma EN 1194.
Resistencia a flexión de la madera laminada según EN 1194: fm, k = 7,0 + 1,15 * ft,0, L, k [N⁄ mm2] (Siendo fm, k: resistencia característica a flexión de la madera laminada encolada; ft,0, L, k: resistencia característica a tracción paralela a la fibra de la lámina).
Formación de lámina continua mediante unión dentada de testa
Además de garantizar unas propiedades mecánicas de las láminas -resistencia característica-, el proceso de empalme mediante unión dentada de las testas (denominado en inglés finger joint) tiene una gran relevancia en la resistencia mecánica final de la madera laminada encolada. Sin este proceso de formación de láminas continuas por medio de uniones dentadas no sería posible la fabricación de MLE para uso estructural.
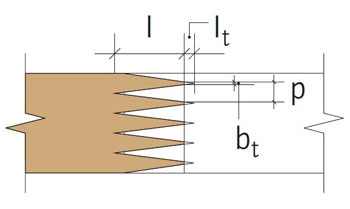
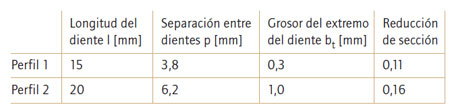
El empalme de testa mediante unión dentada de cada una de las tablas para formar una lámina continua debe realizarse de acuerdo a la norma EN 385. Según los valores de resistencia o Clase Resistente de MLE que se pretende fabricar, la unión dentada debe alcanzar determinados valores de resistencia a tracción o flexión. La resistencia de una unión dentada depende principalmente de la geometría del dentado y de la calidad de la ejecución en fábrica. Con las geometrías de unión dentada utilizadas habitualmente en Europa se pueden obtener todas las clases resistentes de MLE definidas en la norma EN 1194.
Para realizar uniones dentadas estructurales pueden utilizarse adhesivos de tipo I y II según la norma EN 301. Estos adhesivos son capaces de garantizar la resistencia necesaria. Los adhesivos de tipo I son válidos para el encolado de madera que va a estar colocada en ambiente exterior o interior (clases de servicio 1, 2 ó 3) y los de tipo II sólo son válidos para clases de servicio 1 ó 2. La resistencia de la unión dentada puede determinarse mediante ensayos de tracción o de flexión de cara (ensayando la lámina como tabla, con la dimensión mayor en posición horizontal). Según la norma EN 1194 debe cumplirse como mínimo uno de los siguientes requisitos:
Resistencia a tracción: ft, j, k ≥ 5,0 + ft,0, l, k [N⁄ mm2] (donde ft, j, k: resistencia característica a tracción de la unión dentada; ft,0, l, k: resistencia característica a tracción de la tabla.
Resistencia a flexión: fm, j, k ≥ 8,0 + 1,4 * ft,0, l, k [N⁄ mm2] (donde fm, j, k: resistencia característica a flexión de cara de la unión dentada; ft,0, l, k: resistencia característica a tracción de la tabla.
La lámina continua ha de tener, según la especie de madera utilizada, un grosor final de 45 milímetros como máximo (para clases de servicio 1 y 2) o de 35 milímetros (para clase de servicio 3). Para la fabricación de elementos rectos de MLE de coníferas, el grosor de las láminas oscila normalmente entre 32 y 40 milímetros. La fabricación de piezas curvas puede limitar el espesor de lámina permitido a valores que define la norma de fabricación en función del radio de curvatura. Según la norma EN 386 la anchura de la lámina final depende de su espesor y de la clase de servicio, así, para un espesor habitual de 40 milímetros la anchura máxima admitida es de 300 milímetros (para clases de servicio 1 ó 2), aunque en la práctica los fabricantes no ofrecen piezas con anchura superior a 210 milímetros.
Encolado de láminas
El encolado de las láminas individuales que forman las piezas de madera laminada encolada también debe realizarse con un adhesivo conforme a la norma EN 301, teniendo en cuenta que debe aplicarse una cantidad de cola de al menos 350 g⁄m2 (para los adhesivos habituales). Además, hay que respetar la presión indicada por el fabricante de la cola (normalmente > 0,6 N⁄mm2). En lo que respecta a la orientación de las láminas en la MLE, hay que procurar que las caras interiores de las tablas (las que miran hacia el corazón del tronco) estén todas orientadas hacia el mismo lado. En la MLE para clase de servicio 3, las láminas externas deben orientar la cara interior hacia fuera (ver figura 1).

Composición de secciones y clases resistentes
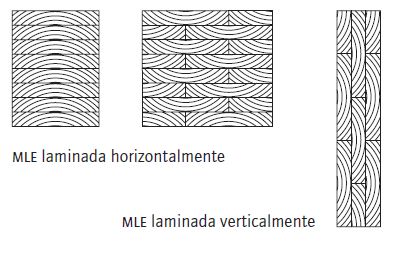
La norma de fabricación de MLE (EN 386) distingue entre MLE laminada horizontalmente y MLE laminada verticalmente, precisando que las clases resistentes indicadas en la norma EN 1194 son válidas para la MLE encolada horizontalmente con un mínimo de cuatro o más láminas (ver figura 2).
En el caso de la MLE laminada horizontalmente, la norma EN 1194 distingue entre MLE homogénea y combinada. La MLE homogénea está fabricada con láminas de la misma calidad (todas las láminas pertenecen a la misma Clase Resistente) e igual especie de madera (o combinaciones de especies de maderas bajo la misma Clase Resistente). La denominación europea para la madera laminada homogénea es 'GL h' ('BS h', según la denominación austriaca). La MLE combinada está formada por una sección cuyas láminas interiores y exteriores son de calidades diferentes (en cuanto a Clase Resistente o especie), y su denominación europea se hace mediante las siglas 'GL c' ('BS k' según la denominación austriaca). Las láminas interiores de una pieza de madera laminada combinada son de inferior calidad que las láminas exteriores.

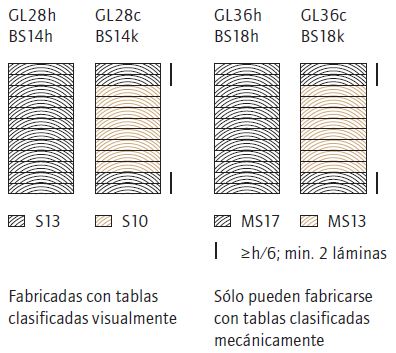
Se plantea la pregunta de qué Clase Resistente de MLE de acuerdo a la norma EN 1194 se puede fabricar con las diferentes calidades de las láminas, definidas en capítulos anteriores para la madera aserrada (calidades S7 a MS17, ME1 ó ME2, o sus Clases Resistentes correspondientes). Las tablas siguientes, obtenidas a partir de la norma DIN 1052 y otras normas europeas equivalentes, indican la asignación de Clase Resistente para la MLE homogénea y combinada a partir de la calidad de las láminas clasificadas según la norma DIN 4074. La denominación europea se basa en las siglas GL, mientras que la denominación austriaca y alemana se basa en las siglas BS.

Una asignación equivalente y más genérica se puede realizar si en lugar de calidades se establece la relación con las Clases Resistentes de madera aserrada correspondientes, según la siguiente tabla:

Las clases resistentes más habituales en el mercado, suministradas por todos los fabricantes europeos, son las GL24h y GL28h (homogéneas) y las GL24c y la GL28c (combinadas). Las clases GL32 y GL36 sólo pueden fabricarse con láminas clasificadas mecánicamente y son poco frecuentes. La figura siguiente muestra dos secciones de MLE con estructura homogénea y dos con estructura combinada.
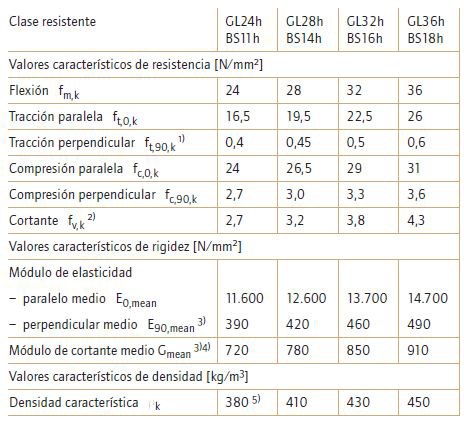
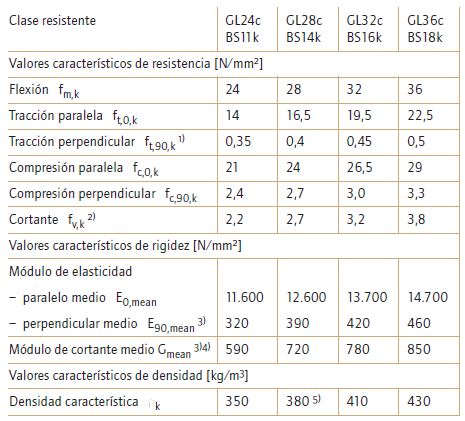
Los valores característicos de las propiedades mecánicas para el cálculo estructural de acuerdo al Eurocódigo 5 o al Código Técnico de la Edificación para las Clases Resistentes arriba indicadas se obtienen de la norma EN 1194 según el siguiente resumen:
1) El valor característico de resistencia a tracción perpendicular en la norma DIN 1052 se supone de 0,5 N⁄ mm2 para todas las clases resistentes.
2) El valor de resistencia a cortante por rodadura puede suponerse f R, k = 0,5 N⁄ mm2 para todas las clases resistentes.
3) Para los valores de rigidez característicos E 0,05, E 90,05 y G 05 son válidos los valores:
E 0,05 = 5⁄ 6 E 0, mean
E 90,05 = 5⁄ 6 E 90, mean
G 05 = 5⁄ 6 G mean
4) El módulo de cortante correspondiente al esfuerzo cortante por rodadura puede suponerse: G R, mean = 0,15 G mean.
5) Para la madera laminada encolada fabricada con láminas de calidades S10 ó MS10 según DIN 4074-1 se puede suponer pk = 410 kg⁄ m3.
Valores característicos de resistencia, rigidez y densidad para la madera laminada encolada homogénea según la norma EN 1194.
Resumen de consideraciones sobre la madera laminada encolada (MLE)
La madera laminada encolada (EN 386) se fabrica de acuerdo a la norma EN 386 principalmente con láminas de madera de Picea, empleando sobre todo las clases resistentes C24 (GL24) y C35 (GL28) o equivalentes. Para elementos estructurales sometidos a esfuerzos mayores también se utilizan láminas clasificadas mecánicamente MS13 y en menor medida MS17 (BS18 ó GL36). Las láminas ensambladas con uniones dentadas suelen tener un grosor de entre 32 y 40 milímetros (para la fabricación de elementos rectos). La composición de la sección puede ser homogénea o combinada, de acuerdo a las definiciones de las normas nacionales y europeas. Los productos estandarizados en el mercado (viga recta, normalmente para construcciones de muros y cubiertas en viviendas) suele tener una anchura mínima de 60 milímetros hasta un máximo de 200 (en intervalos de 20 milímetros) y una altura de sección desde 100 milímetros hasta 1.300 (en intervalos de 20 milímetros). La longitud máxima estándar de la MLE es de unos 18 metros. Si se utiliza la MLE como producto de ingeniería para piezas de estructuras singulares, las dimensiones pueden ser por supuesto mayores.





















