Sujeción múltiple sobre un dado
Mediante la sujeción simultánea a un dado de varias piezas idénticas o diferentes en el área de mecanizado de una máquina puede utilizarse ésta de una manera más eficaz. Con la sujeción múltiple disminuyen notablemente los tiempos improductivos. A ello contribuyen también los sistemas habituales de sujeción de punto cero, que desplazan grandes partes del proceso de requipamiento de la máquina. No obstante, la sujeción múltiple hace sobre todo que las máquinas puedan funcionar durante más tiempo de forma automática y sin intervención manual, donde la tecnología del simulador de Tebis proporciona la seguridad necesaria frente a colisiones y paradas por un final de carrera. Esto se aplica tanto a máquinas pequeñas con muchas piezas en una placa de sujeción común, como a máquinas grandes cuya mesa se carga con varias piezas sujetas individualmente. El aumento de la eficacia se pone especialmente de manifiesto en las máquinas con cambiadores de herramientas automáticos. No obstante, también en máquinas con cambio manual de herramientas se produce una clara ventaja con un orden adecuado de las herramientas y con tiempos de ejecución prolongados.
Punto referencia cero NC: uno o varios
Las piezas en la sujeción múltiple pueden asignarse básicamente a un punto cero común. No obstante, en cuanto las diferentes piezas plantean altas exigencias de precisión o si se trabaja con torres de sujeción, cada pieza necesita un punto cero NC individual. También pueden surgir varios puntos cero NC con independencia de la sujeción múltiple si en una pieza hay geometrías con una gran tolerancia.
Algunos ejemplos típicos de aplicación de sujeciones múltiples o de varios puntos cero NC son:
- Mecanizado de cuchillas y mordazas montadas en un útil de sujeción común, en la construcción de matrices de embutición de chapa. Para exigencias de tolerancias normales basta con un punto cero común.
- Mecanizado común de varios electrodos. Generalmente hay montados varios sistemas de sujeción de punto cero en la mesa de la máquina que dan lugar a puntos cero separados.
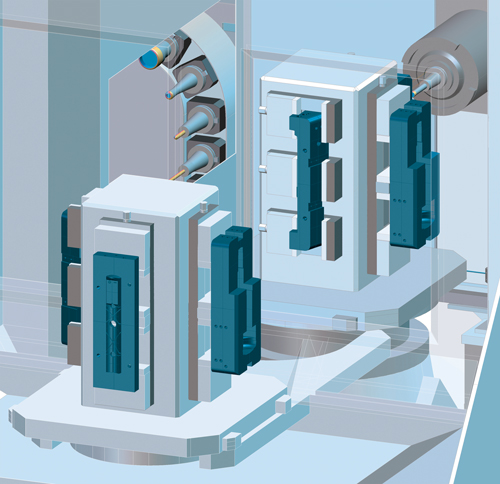
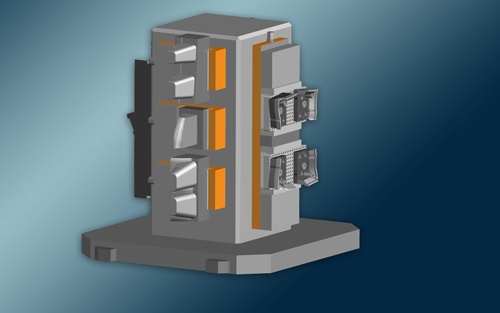
- Mecanizado en la torre de sujeción. Con la diferente orientación de las piezas a los lados de la torre hay puntos cero distintos en cada lado.
- Fabricación en serie de varias piezas idénticas. Cada pieza tiene normalmente su propio punto cero. Sólo en una situación de sujeción en una placa común y con reducidas exigencias de tolerancia puede trabajarse aquí también con un punto cero.
- Piezas de precisión que, debido a las exigencias de tolerancia, sólo pueden mecanizarse con varios puntos cero para las diferentes geometrías con tolerancias críticas dentro de las especificaciones.
Programación NC independiente
En el mecanizado de varias piezas diferentes en una sujeción múltiple, la programación NC de las diferentes piezas se realiza temporalmente por separado y de manera independiente entre sí. Sólo en el momento del mecanizado se montan las piezas que se mecanizan conjuntamente. Para combinar las piezas se consideran, entre otros, los siguientes criterios: geometría adecuada, mismo material, mismas herramientas y pasos de mecanizado similares.
Una vez se ha definido la sujeción común de las piezas, puede resultar conveniente establecer un orden global de la secuencia de las herramientas. Esto se aplica sobre todo en la fabricación en serie de varias piezas idénticas, en la que una herramienta debe mecanizar primero todas las piezas antes de que se utilice la siguiente. Lo mismo ocurre también si se emplean numerosas herramientas idénticas en diferentes piezas.
En cualquier caso, es recomendable efectuar una comprobación de colisión de todo el mecanizado. En el mecanizado orientado, la sujeción en la torre de sujeción u otros elementos de sujeción que llegan al área de mecanizado no debe prescindirse en ningún caso de realizar una comprobación de colisión final.
Tebis y la sujeción múltiple
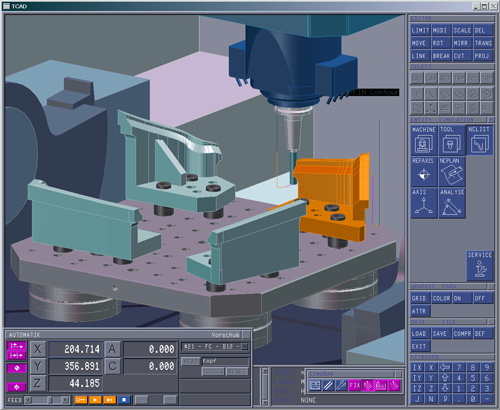
Los clientes de Tebis llevan trabajando desde hace tiempo con sujeciones múltiples utilizando, entre otros, la técnica del simulador de Tebis y NCJob. Con la versión 3.5 se han reunido ambos en el plan de trabajo. Esto crea una nueva base para la programación NC de sujeciones múltiples.
Así, el plan de trabajo con punto de referencia y sujeción permite definir el punto cero ya durante la programación. Y los nuevos métodos de automatización y estandarización mediante features, NCSets y NCJobs con selección automática de elementos hacen que el mecanizado en sujeciones múltiples sea aún más atractivo. Cuanto más estandarizado sea el mecanizado de las diferentes piezas, mejor pueden mecanizarse conjuntamente, entre otros motivos, porque se utilizan siempre las mismas herramientas y estrategias. De este modo, la sujeción múltiple de diferentes piezas individuales de la fabricación en serie es cada vez más similar. Además, estas técnicas de automatización permiten incluir en muy poco tiempo modificaciones de geometría o de mecanizado incluso después de la programación NC. Así, se garantiza que haya siempre una reserva suficiente de piezas con autorización de fabricación para un mecanizado eficaz conjunto.
La programación NC disponible a partir de la versión 3.5 basada en máquinas virtuales ofrece también muchas ventajas en la administración de herramientas y la salida NC, además de la información sobre cinemática y área de mecanizado. Así, puede detectarse ya durante la programación NC qué herramientas estándar están disponibles y en qué cargador de herramienta. Y, al mismo tiempo, se definen herramientas especiales en función del pedido junto con la posición del cargador.
El desarrollo posterior
En un siguiente paso, Tebis ya está trabajando para ofrecer soluciones que refuercen mejor la sujeción múltiple. Se trata de combinar los planes de trabajo de diferentes archivos CAD de forma rápida y sencilla para el mecanizado en una sujeción múltiple. En este contexto, deben abordarse también la administración de varios puntos cero NC y un orden global de las herramientas. Los modelos de máquinas virtuales y el simulador de Tebis garantizan la seguridad imprescindible relativa a las colisiones.


