
Automatización del encolado y fabricación de juntas
Las grandes series condicionan la responsabilidad de los montajes no sólo a los materiales sino también a los sistemas
Existen procesos en la industria en que los ciclos llegan a ser tan cortos como un segundo. Esto implica, especialmente cuando los materiales son bicomponentes, una extremada precisión en su dosificación y mezcla, por lo que los sistemas que se utilizan deben ser sofisticados, fiables y capaces de trabajar a tres turnos de modo prácticamente ininterrumpido.
La documentación que resumimos a continuación, que agradecemos a Kern-Liebers, ilustra sobre los aspectos clave a tener en cuenta para seleccionar el tipo de maquinaria adecuado para cada tipo de trabajo, sea de encolado o de fabricación de juntas con distintas características de estanqueidad. La disparidad en viscosidad y dureza de los materiales exigen que el equipo que los utiliza sea de un tipo capaz de manejarlos sin merma de su precisión.
La unión de materiales distintos
Los materiales pastosos y moderadamentes abrasivos pueden tratarse sin problemas con bombas de ruedas dentadas interiores o exteriores, aplicándolos de forma precisa. Pero cuando la dureza excede de 4 en la escala de Mohs, el empleo de este tipo de bombas se ve sujeto a solicitaciones tales que su desgaste conduce a inmovilizaciones frecuentes y no resultan adecuadas para la producción en gran escala.
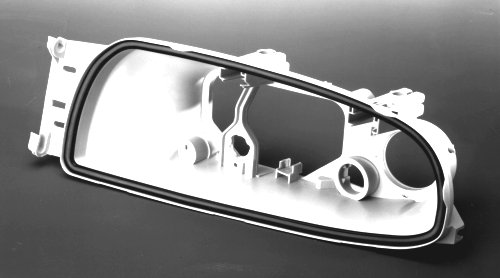 Figura 1 Las juntas y la espuma de poliuretano de esta caja de faros se unieron en el mismo proceso de fabricación, gracias al empleo de la tecnología de Ken-Liebers que ya se utiliza en España y Francia y se está implantando en Alemania.
Figura 1 Las juntas y la espuma de poliuretano de esta caja de faros se unieron en el mismo proceso de fabricación, gracias al empleo de la tecnología de Ken-Liebers que ya se utiliza en España y Francia y se está implantando en Alemania.
Un ejemplo de este tipo de problema puede ser el de la fabricación de lámparas. El vidrio debe quedar unido de forma contínua al portalámparas metálico, por lo que el pegamente debe poseer una elevada resistencia a la fatiga en caliente, lo que hace necesario el uso de una elevada proporción de cargas abrasivas, de las que la más común es el cuarzo. Esto ha obligado a Kern-Liebers a desarrollar un tipo de dosificador eléctrico de volumen (DVE) cuyo accionamiento se efectúa mediante un pistón de vástago-buzo, con el que los rellenos con dureza hasta 9 de la escala de Mohs dejan de ser un problema.
Las lámparas se producen a gran escala, en la que un ciclo de 1 segundo no es nada excepcional. Para que funcionen sin averías, hace necesario que el pegamento se suministre a una viscosidad y temperatura precisas, que se aseguran con el dosificador eléctrico mencionado y con aparatos reguladores de temperatura con control contínuo, sin escalones, en todo el camino que recorre el material desde el barril a la tobera.
Otro campo de empleo de estos equipos está en la aplicación de adhesivos a circuitos impresos. Para que evacúen el calor generado durante su funcionamiento, es también necesaria una proporción elevada de cargas en el pegamento. Asimismo, en las series más pequeñas resultan útiles por su corto periodo de adaptación.
 Figura 2 La dosificadora de Kern-Liebers de la fotografía realiza hata 26.000 puntos de pegado cada hora. La mezcla y dosificación del pegamento de dos componentes se realiza de forma exacta.
Figura 2 La dosificadora de Kern-Liebers de la fotografía realiza hata 26.000 puntos de pegado cada hora. La mezcla y dosificación del pegamento de dos componentes se realiza de forma exacta.
Los equipos incorporan toberas de cierre automático para una dosificación sin goteo, que se controla opto-electrónicamente, y desde el punto de vista de la protección del medio ambiente, sus medios de limpieza no contienen disolventes y los equipos están preparados para funcionar con materiales sin hidrocarburos fluorados, lo cual es obligatorio desde 1 de este año.
Dosificación ultra-rápida de cantidades mínimas
En el montaje de tapas de relé se utilizan dos puntos de pegado por relé, dos cajas de relés a un tiempo y ésto 6.500 veces por hora. Esto significa que cada hora se emplazan 26.000 puntos de encolado, uniendo 13.000 tapas a sus cajas. La instalación aplica 7,4 mm en cada punto de pegado y obtiene una precisión de 2% en la mezcla de los dos componentes del adhesivo, cuya rapidez permite emplear pegamentos tan rápidos como el 2K Fuller.
Para poder trabajar con una velocidad tal en las cuatro toberas, la unidad de dosificación está montada sobre un dispositivo de traslación en pórtico y el conjunto se monta en un bastidor de acero capaz de absorber las aceleraciones que se generan durante el funcionamiento.
La técnica constructiva SMD exige la fijación de elementos constructivos sobre pletinas antes de su soldadura en baño. Debe evitarse que en baño puedan flotar elementos sueltos fijados de modo insuficiente, lo que exigiría su reposición manual, con un aumento de coste importante debido a la necesidad de utilizar mano de obra adicional. La instalación 2K de Kern-Liebers ofrece la seguridad necesaria para evitarlo.
Todas estas instalaciones se controlan con una nueva unidad en que las indicaciones y menús a elegir aparecen en la pantalla de cristal líquido en un texto comprensible, de modo que no es necesario descifrar abreviaturas ni combinaciones de cifras complicadas, sino que se puede trabajar con los textos y valores físicos habituales.
Espumado "in situ" de juntas
La formación de juntas con espumas elastoméricas in situ se emplea cada vez con mayor frecuencia, eliminando el almacenaje y colocación manual de las mismas. Así, las espumas de PUR se utilizan ya en España y Francia para el montaje de faros y luces traseras de automóvil. Estas espumas pueden aplicarse en cualquier lugar en que se precise una obturación contra agua o polvo, siendo ésta una práctica habitual en armarios de distribución, lámparas de alumbrado o en el marco de placas de cerámica o fregaderos.
La película integral hermética de PUR tiene una elevada resistencia a la rotura y una gran capacidad para absober deformaciones y dilataciones, pudiendo aplicarse incluso cuando la junta debe ser hermética al agua. La junta queda pegada a la pieza y no se desplaza durante el tratamiento posterior, siendo, además, desmontable.
Cuando, además de la hermeticidad al agua, la junta debe poseer resistencia al calor y a los aceites, como el caso del compartimento del motor, se utilizan instaciones para juntas de silicona. Éstas se emplean también en lavadoras, secadoras y lavaplatos, como cierre de vapor, puesto que las burbujas de la silicona espumada son de célula cerrada.
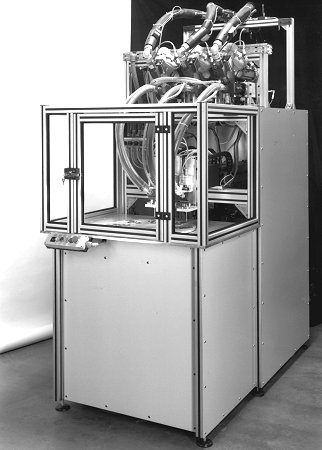 Figura 3 La construcción de un dosificador de volumen eléctrico permite adapatarse a distintas condiciones de empleo. Así se pueden reutilizar elementos comprobados y no es preciso hacer otra instalación.
Figura 3 La construcción de un dosificador de volumen eléctrico permite adapatarse a distintas condiciones de empleo. Así se pueden reutilizar elementos comprobados y no es preciso hacer otra instalación.
Las máquinas para elaborar estas juntas están diseñadas con tres ejes de movimiento y preparadas para tratar los distintos materiales del mercado, manteniendo la proporción de la mezcla de componentes, cantidad de descarga y aporte de aire con tolerancias estrictas. Existen máquinas de este tipo trabajando desde hace cuatro años, incluso en producciones de gran serie, en las que destacan por su seguridad y precisión de uso.
Es importante evitar la limpieza de las instalaciones de este tipo con agua, porque no se puede descartar el riesgo de contaminar las residuales con aminas, por lo que Kern-Liebers ha desarrollado un sistema de limpieza con detergentes no fluorados que se pueden reutilizar mediante un sistema de reflujo en circuito cerrado hasta que disminuya su capacidad de limpieza, momento en que serán substituídos por el propio fabricante del detergente. Este sistema ofrece la máxima protección para el medio ambiente y para el personal que trabaja con la instalación.

















