El proceso de deformación en tubos y perfiles

Mediante empuje hidráulico y con el punzón e hilera correspondientes al diámetro, espesor y forma a obtener en el extremo del tubo se obtendrá la medida que se precise.
Vemos, por tanto, que se utiliza una máquina que, sin ser una prensa hidráulica, hace una función semejante a ésta, mientras que el punzón y la hilera serían el equivalente a la matriz de una prensa.
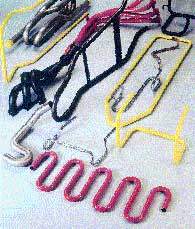
En las curvadoras de tubo la deformación se obtiene por medio del movimiento de un cabezal de curvado, previo amordazamiento del tubo y utilizando la matriz apropiada, así como el mandril o alma interior, utillajes éstos cuya geometría y dureza está en función de los clásicos parámetros a tener en cuenta para curvar un tubo, como son: calidad/dureza del material, diámetro, espesor y radio de curvado.
Curvaser dispone de una extensa variedad de curvadoras, que van desde las convencionales, pasando por máquinas con 9 ejes controlados numéricamente, con máquinas con varios radios de curvado, hasta llegar a curvadoras que pueden alternar la utilización de matriz con otro sistema denominado "curvado por generación", en el que se prescinde de dicha matriz, lográndose el curvado mediante empuje controlado del tubo a través de rodillos.
La capacidad de curvado de las máquinas representadas por Curvaser llega hasta los 180 mm.
El conificado de tubos se obtiene merced a una máquina denominada conificadora o, más corrientemente, martilladora, máquina que mecaniza (conifica) tubos sin arranque de viruta, lográndose esto por medio del martilleo circular de las matrices de que va dotada. Se puede conificar hasta una longitud de 650 mm. y un diámetro de 150 mm.
Para el curvado de perfiles la máquina tradicional es la curvadora de rodillos, los cuales están colocados triangularmente. De los tres rodillos de que va dotada, dos de ellos o bien los tres, pueden ser motrices. Este tipo de máquina está capacitada también para el curvado de tubos, pero su función más habitual es la de curvar perfiles, sean éstos de hierro o de aluminio. El juego de rodillos debe estar habilitado (mecanizado) con relación a la figura del perfil o el diámetro del tubo a curvar.
Estas curvadoras, cuando de modelos convencionales se trata, no pueden variar automáticamente el radio de curvado. Para lograr un radio variable, optaremos por una curvadora automática con mando a control numérico, con alguno de cuyos modelos podremos obtener, incluso, curvas sobre planos diferentes.