Europa avança cap a les aplicacions d'alt valor

A Europa, és d'assenyalar que Alemanya és un mercat estable, on destaca el fet que les màquines estàndard troben ja un buit amb dificultats, ja que les aplicacions estàndard s'estan desplaçant als països de l'est europeu. Per contra, el sector està creixent en sistemes i en automatització.
Un país en retrocés és el Regne Unit, on la situació és molt complicada, al contrari del que passa, per exemple, a Rússia, que experimenta un desenvolupament positiu. Estats Units, estable, però a la baixa, i Sud-amèrica, amb mercats en retrocés, dibuixen un panorama gris al continent americà.
Sovint es parla de la importància d'oferir a Europa tecnologies per a aplicacions d'alt valor, però poques vegades s'aporten dades. Bé, el 2003, d'un total de 70.600 màquines venudes en el món, 8700 es van destinar a aplicacions d'alta tecnologia. I sabem més: 17.800 es van destinar a peces tècniques, 12.300 a 'commodities' i 31.800 a aplicacions de la gamma baixa des d'un punt de vista tecnològic. La perspectiva per al 2007 és que les d'alt valor tecnològic ascendeixin a 12.500 (sobre un total de 74.400) i les de baix valor baixin a 29.400.
Per continents, les xifres denoten una més que probable transició a Àsia cap a les aplicacions d'alt valor. De fet, si el 2003, sobre un total de 55.000 injectores venudes a Àsia, 5.600 es van destinar a les 'high tech', el 2007 s'espera que la xifra ascendeixi a 8.300, sent el total de 58.300.
A Europa, l'any passat es van destinar a aplicacions d'alt valor 2500 màquines (sobre un total de 10.300), mentre que el 2007 ascendirà fins a 3.200, sobre un total de 10.800.
Què volen els clients?
- Cada vegada més, les decisions de compra estan prioritzant la precisió i l'absència de problemes durant la producció.
- Un de cada tres transformadors ha hagut d'incrementar la freqüència de canvi de motlles en els últims deu anys, arribant fins i tot a canvis diaris.
- Quatre de cada sis criteris utilitzats a l'hora de decidir una compra estan relacionats amb qüestions relacionades amb el servei.
- La disponibilitat de peces de recanvi a llarg termini s'ha convertit en alguna cosa més important que mai, fins i tot a l'hora de mantenir la fidelitat del client.
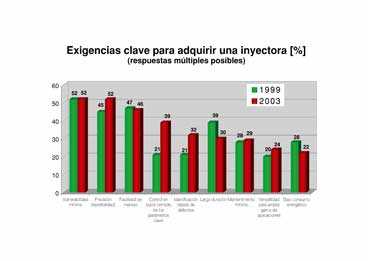
A més, les exigències de les que els transformadors europeus parteixen a l'hora de plantejar l'adquisició d'una nova injectora han variat, de vegades només en matisos però molt significatius, des de 1999 fins 2003. Un dels canvis més destacables és la diferent actitud cap al consum energètic, una qüestió que es troba en el punt de mira de la indústria des que la major part dels constructors de màquines ofereixen equips totalment elèctrics. Doncs bé, si el 1999 el baix consum energètic era apreciat per un 29 per cent dels transformadors, el 2003 el percentatge va baixar al 22 per cent. També ha disminuït la importància que se li dóna a la durada de la màquina (d'un 39 a un 30 per cent).
L'increment més espectacular és el del control en bucle tancat dels paràmetres clau de la màquina. Si el 1999 un 21 per cent ho considerava un factor rellevant, ara el percentatge ha pujat al 39 per cent.
Els criteris més valorats són la vulnerabilitat de la màquina (un 52 per cent ho citaven com elemental en el 99 i el percentatge es manté inalterable), la precisió de la repetibilitat de la màquina (45 per cent el 1999 i 52 per cent el 2003) i la facilitat del seu maneig (47 per cent el 1999 i 46 per cent el 2003).
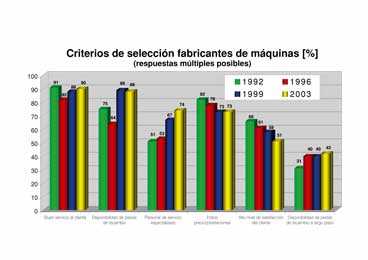
També s'han analitzat, des de 1992, els criteris que els transformadors segueixen a l'hora de triar un proveïdor. Al capdavant, es manté des de llavors el servei al client. El segueix la disponibilitat de peces de recanvi, un paràmetre que es valora cada vegada més (88 per cent dels transformadors el 2003, enfront del 76 de 1992).
També s'han analitzat, des de 1992, els criteris que els transformadors segueixen a l'hora de triar un proveïdor. Al capdavant, es manté des de llavors el servei al client. El segueix la disponibilitat de peces de recanvi, un paràmetre que es valora cada vegada més (88 per cent dels transformadors el 2003, enfront del 76 de 1992).
")
Alguns dels últims exemples
En la fabricació de puntes de les pipetes s'exigeix una tecnologia d'injecció sense colades amb una mecànica de precisió d'alt valor. La reproductibilitat ha d'estar per sobre de la mitjana, amb les menors oscil possibles entre els pesos de les diverses peces. Són característiques a què respon la sèrie EM d'injectores totalment elèctriques de Battenfeld. A la K 2004 es van fabricar puntes de pipeta de polipropilè en una EM1000/210 Unilog B4 amb un motlle de 34 cavitats de l'empresa Tanner. La necessitat energètica s'ha reduït clarament en un 20% quan els moviments de la màquina són continuats. Sovint es poden assolir estalvis energètics de fins al 50%.

")
A més, va mostrar la versatilitat de la sèrie C3 Sprinter amb ajuda de dos exemples. D'una banda, amb l'ocupació de motlles de pisos, aquesta sèrie compleix els elevats requisits de rendiment pel que fa a la capacitat de plastificació i al pes dels motlles. D'altra banda, la sèrie C3 s'empra per primera vegada per a la tècnica de diversos components. Amb l'ajuda d'una KM 600-3500 C3, Krauss-Maffei va donar a conèixer la producció d'embalatges per aliments amb un motlle de pisos amb temps de cicle reduïts. Com a exemple d'aplicació, durant la fira es va emprar un contenidor d'aliments amb un volum d'aproximadament 550 ml.

També Engel (a Espanya, Helmut Roegele) està aportant exemples interessants, alguns d'ells amb tecnologies de moda. Tal és el cas de la injecció assistida amb aigua, on la seva tècnica Watermelt redueix el cicle d'un 40 a un 70 per cent pel que fa a la injecció assistida amb gas. Com moltes de les seves competidores, Engel actua amb solucions intel ligents en altres camps de la injecció, com el de les peces multicomponent, però potser la tècnica X-Melt sigui menys coneguda. Un exemple: l'empresa austríaca High Tech Plastics (HTTP) no podria haver fet el suport de la lent d'un capçal de làser d'un reproductor de DVD sense la tècnica X-Melt. Produïdes en LCP amb un 30 per cent de fibra tallada, les dues peces de complexitat extrema per al capçal de lectura pesen només 115 mg i 50 mg respectivament. La complexitat i la primesa de les seves projeccions, així com l'exigència de la precisió absoluta d'una injectada a una altra, fan que la màquina hagi d'operar amb una finestra de processos molt estreta. Un sistema de micromoldeo clàssic no pot assolir aquestes exigències, segons indiquen a Engel. El procés X-Melt (procés d'injecció mitjançant expansió desenvolupat per Engel per a màquines estàndard) fa possible la injecció d'aquestes peces. HTTP utilitza per a això una E-Motion 200/55 amb 55 tones de força de tancament. Així, s'ha estalviat la inversió d'una màquina específica per micromoldeo, mantenint alhora la precisió de les màquines elèctriques Engel.