Qualitat constant de làmines i cintes plàstiques gràcies a una filtració automàtica
Enginyer Diplomat de Gneuß Kunststofftechnik GmbH15/10/2003
El preu de les làmines plàstiques està determinat essencialment pel preu del material verge i no tant per la inversió feta en els equips i maquinàries per a la producció, sempre que els mateixos siguin explotats al màxim. Interrupcions en la producció comporten de manera inevitable a una disminució del guany.
"Un increment del preu de la matèria primera en l'actualitat no genera automàticament un augment del preu del producte final. En general aquest increment té lloc després d'un determinat temps. "
Citat de la revista "Kl Kunststoffinformationen" N ° 1593, 32
Juntament amb els elements com extrusores, eines i enrotllats, els quals són determinats de manera directa pel producte a elaborar - és important destacar el paper rellevant que juga el sistema de filtració. Una òptima selecció del mateix és de vital importància ja que aquesta permet satisfer les exigències tècniques del mercat i s'obté una producció més econòmica.
Filtració de seguretat discontínua
Els sistemes de filtració que existeixen actualment al mercat són similars en la seva construcció: un distribuïdor o un pern i dos tamisos es troben en una caixa metàl·lica. Com de costum a través d'un sensor de pressió es mesura la resistència de flux del tamís i amb això el grau de brutícia. Una vegada que arriba al valor ajustat és necessari canviar el tamís manualment o de forma hidràulica. A causa d'aquest canvi, es fa necessari reduir la marxa de l'equip o fins i tot aturar-ho. S'ha de comptar a més amb marques o danys a la làmina plàstica.
l canvia-filtres discontinu
Un altre dels avenços d'aquest sistema és l'anomenat sistema amb doble pistó. Aquí es divideix el fluid de la massa en dos fluids i cada un serà filtrat a través d'un tamís. Si es vol canviar el tamís no cal aturar la extrusora, ja que el tancament d'un dels fluids cas és un augment de la pressió que genera aturades en la producció i disminució de la qualitat del producte final.
Durant algun temps (entre un quart i mitja hora) seran arrossegats juntament amb la massa partícules o restes no desitjats, els quals poden generar rascamientos a la làmina. Per això el terme canvia-filtre constant no és molt apropiat com a nom d'aquest tipus de màquina ja que almenys la qualitat del producte final no és constant.
RSFgenius: Sistema de filtració completament automàtic amb procés constant
Informació tècnica
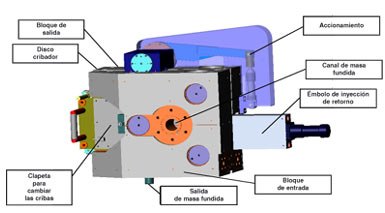
La neteja de la superfície dels filtres té lloc poc abans de la reintroducció de la selecció al canal de filtració. La capa de brutícia es treu mitjançant esbandida a alta pressió. La massa fosa filtrada que es troba en el bloc de sortida s'utilitzi en l'èmbol de reinjecció, que la reinjecta mitjançant impulsos d'alta pressió a través de la selecció bruta. Així va passant el bloc d'entrada en el sentit contrari. Tot això amb una pressió entre dels 30 - 80 bar. Després d'aquesta operació de rentat, el disc garbelladores està net d'una manera definida. Aquesta pressió de neteja s'ajusta constantment a una pressió determinada. 1% del àrea de cribratge), de manera que cada vegada un impuls alt definit està a disposició per a la limpieza.ez un impuls alt definit està a disposició per a la neteja. Tant el camí de l'èmbol de retrocés (= quantitat de massa fosa per a l'operació de rentat) com la velocitat (= intensitat de l'operació de rentat) es poden ajustar a discreció pel comandament de la hidràulica, de manera que una quantitat òptimament petita està disponible per a la neteja. A través d'aquest procediment, els tamisos es netegen gairebé en un 100% i es poden reutilitzar fins a 200 vegades, depenent de la finor del filtre.
D'aquesta manera es garanteix una qualitat constant de la làmina. No importa que el sistema de filtració estigui en estat d'espera, cicle, esbandida, o es canviïn els tamisos.
Algunes experiències
Al principi de la línia d'extrusió es troba una extrusora d'un cargol de 90 mm, adaptat directament al sistema de filtració RSFgenius75 (superfície de filtració 90 cm2) amb següent tovera. Darrere de la tovera està situat el dispositiu de laminació i d'estiratge.
El rendiment de la instal·lació és 330 kg/h i la finura del filtre és 40 µm.
La làmina està controlada contínuament en línia amb un instrument de mesurament del grossor.
En el protocol de l'enregistrament de les dades, l'amplària relativa del rotllo en percentatge s'apunta en l'abscissa. En la primera coordenada s'apunta el grossor de la fulla absoluta i en la segona s'apunta la variació relativa respecte al valor teòric de 335 µm.
L'instrument de mesurament mesura contínuament el grossor absolut de la fulla. Cada 18 s, dades estadístiques com a valor mitjà i variació es mostren en una pantalla i s'arxiven en un ordinador. El valor mitjà respectiu està representat per un rombe i la variació absoluta està representada per ratlles verticals vermelles. El blau representa el quocient de la variació màxima i el valor teòric de 335 µm, l'anomenada variació màxima relativa en un interval de mesurament de 18 s.
El moviment transversal del sensor està coordinat de manera que el mateix prenent l'ample de la fulla com a punt de partida divideix la fulla en 100 seccions a mesurar. D'aquesta manera, el complet mesurament de l'ample de la fulla té lloc en un temps de 1800 s = 30 min.
El temps de cicle bàsic, és a dir el temps en el qual el sedàs es gira en un interval i en el qual es realitza una neteja dels segments del tamís, va ser ajustat a 180 s. Aquesta manera de procés va ser seleccionat per constatar una més clara assignació dels cicles al grossor de la fulla. Teòricament, cada 180 s o cada 10 intervals de mediació tindrà lloc una variació. Donada la claredat del ja abans mostrat diagrama, és possible reconèixer el valor d'aquestes variacions. Els mateixos estan designats amb a i. La variació absoluta del grossor de la fulla ascendeix com a màxim a ± 5 µm, amb una mitjana de ± 3,0 µm, de la qual cosa resulta una variació relativa de ± 1,5 o respectivament de 0,9 %. Comparat amb la variació normal d'aproximadament ± 0,6 % pel procés d'extrusió sobrant, aquest valor solament és insignificantment alt. Tenint en compte que aquesta fulla es produeix sense bomba per a massa en fusió, es poden descriure aquests valors com a excel·lents.

Aquí també es pot veure clarament a causa de l'alta definició del diagrama el temps de canvi dels tamisos (A). El gruix de la fulla s'augmenta com a màxim en 5 micres. Això correspon a una desviació relativa de menys 1,6%.
Així doncs la qualitat de la làmina es descriu també durant aquest temps com absolutament alta.
Per tant es garanteix una qualitat constantment alta de les cintes produïdes també en cas de canvi dels tamisos.

Resum
Per això es necessita entre altres coses, un sistema de filtració que pugui garantir aquestes condicions constants.
El sistema de filtració RSFgenius de Gneuß compleix absolutament amb els requisits i per tant és la solució ideal per a la producció econòmica de làmines d'alta qualitat.
Això no només és el cas amb la producció de cintes com en l'exemple descrit. Es pot aplicar també a tots els tipus de làmina, incloent làmina axialment estirada i recobriments. Sobretot amb làmines molt fines i la tecnologia Inline que empra el sistema completament automàtic, amb procés i pressió constants.
La creixent elaboració de "Bottle Flakes" per a la reducció de despeses de material requereix una filtració més alta i millorada. Això es pot realitzar sense compromís amb el RSFgenius. En aquest cas, l'amortització naturalment té lloc en molt poc temps.







































