El cribado de precisión
2 de marzo de 2009
En los últimos años se ha acentuado la exigencia de obtener productos con una pureza granulométrica lo más alta posible. También ha sido posible dar valor añadido a los productos de rechazo (por ejemplo, los finos) cuando ha sido requerido por el mercado.
Por una parte, multitud de procesos industriales deben evitar al máximo posible las partículas de tamaños no deseados. Así, productos que se deben someter a tratamientos químicos o físicos posteriores al cribado, necesitan tener una pureza lo más alta posible para efectuar los citados trabajos en el menor tiempo y la mayor eficacia posible. La separación del polvo también se vuelve un factor crítico en estos campos.
Por otra parte, en productos destinados al consumidor, la adecuada presentación de los mismos, así como la ausencia de polvos, son factores determinantes de la calidad.
Cribas a doble frecuencia vs cribas de agitación directa de las mallas
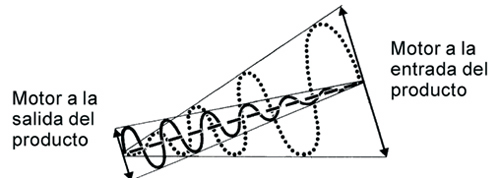
La criba DF se basa en el principio de la agitación de todo el cuerpo de la criba con la utilización de dos motores a contrapesos de diferente potencia y frecuencia. Uno fijado en la zona de alimentación de la criba, y el otro en la zona de evacuación. El motor de la alimentación genera una vibración con una amplitud mayor y una frecuencia menor, mientras el motor en la zona de evacuación genera una amplitud menor pero una frecuencia más alta.
De esta manera, el cuerpo de la criba está sometido a dos vibraciones diferentes que se superponen. Al tener el máximo de producto en la zona de la entrada, es necesaria una vibración enérgica para desaglomerar el producto y efectuar el primer trabajo de cribado. A medida que el producto va cayendo por gravedad, a esta vibración de la zona de la entrada se le superpone, en sentido contrario, la vibración producida por el motor de la zona de la salida. Así, en la zona central de la malla, el producto reduce su velocidad y finalmente, en la zona de la salida, una agitación menor pero una frecuencia más alta permite un cribado al detalle del resto del material, para dar a las fracciones la pureza deseada. En esta última zona es posible cambiar el sentido de giro del motor, actuando como freno al producto y permitiendo la permanencia de un tiempo adicional del producto sobre la tela, para efectuar un buen cribado del material.
Además de la posibilidad de variar el sentido de giro de los motores, es posible regular la amplitud de vibración de los mismos mediante el reglaje de los contrapesos, obteniéndose a voluntad diversos patrones de vibración, para conseguir los mejores resultados en función de las características del producto, exigencias de pureza o capacidad, puntas de trabajo, cambio de las condiciones, etc.
La tecnología de la doble vibración permite unos rendimientos, eficiencia y pureza superiores a a cribas convencionales a una única frecuencia, comparando la superficie de la malla.
Estas cribas están indicadas para trabajos de clasificación hasta 1 milímetro.

El otro gran logro en la tecnología de vibración aplicada al tamizado son las cribas de agitación directa de las mallas (ADM). Estas máquinas se basan en la agitación de las mallas por unos listones percutores colocados en su arte inferior, perpendicularmente a la dirección de transporte del material. Estos listones están accionados o bien por vibradores electromagnéticos o bien por pequeños motores a contrapesoss, situados en la parte exterior lateral del cuerpo de la máquina.
Mientras la malla o las mallas son agitadas, el cuerpo de la criba permanece totalmente estático.
Los equipos más comunes para llevar a cabo los trabajos de clasificación granulométrica son las cribas. Estos equipos agitan una malla o tela metálica sobre la cual se deposita el material a clasificar. Así, con el material transportado sobre una malla, las partículas menores a la luz pasan a través de la misma, mientras que las mayores quedan en la parte superior de la malla hasta la zona de salida del material.
La vibración hace las veces de elemento clasificador, así como transportador del producto sobre la malla.
Un buen cribado es, en esencia, una buena vibración. una vibración adecuada, con un reglaje preciso de parámetros de frecuencia, amplitud y potencia, de manera que esta llegue a la malla o tela en la forma deseada para conseguir el efecto requerido.

La vibración, que produce un lanzamiento vertical del producto, junto con la alta inclinación de la malla (35-40º), induce al producto a dar unos saltos parabólicos, permitiendo la desaglomeración de las partículas gruesas de las finas, al efecto de que estas últimas puedan pasar a través de la abertura de la malla.
La inclinación de la máquina hace que el producto se transporte por gravedad a una velocidad media de 1 metro por segundo, en contraposición a los 0,25 metros por segundo de las cribas convencionales, con el consiguiente aumento de la capacidad del equipo a igualdad de superficie.
Estas máquinas están especialmente diseñadas para el cribado fino (inferior a 1,5 milímetros). A estos tamaños, la atracción natural de las partículas, su aglomeración, dificulta enormemente su tamizado e incide muy negativamente en la pureza de las fracciones gruesas, que normalmente llevan gran cantidad de finos. Cuestión especialmente crítica si la humedad del material pasa a un determinado umbral. Las máquinas ADM consiguen salvar estos obstáculos y producir unas fracciones 'limpias'.
Es posible regular la amplitud de vibración de las mallas con el reglaje de los motores vibratorios (en tiempo real en el caso de vibradores electromagnéticos). Generalmente los motores de la primera mitad de la criba se regulan para agitar más enérgicamente al objeto de cribar el producto entrante.
Un sistema de auto-limpieza asegura que la malla esté limpia y en disposición de ofrecer el máximo de superficie libre. Este consiste en elevar al máximo y por un tiempo limitado, la potencia de vibración de los motores. De esta manera la malla es sometida a una vigorosa agitación que desprende los grumos, partículas adherentes, etc. Es posible programar periódicamente estos ciclos de auto limpieza, dependiendo de las características del producto o las necesidades de producción.
Las cribas ADM combinan una más elevada capacidad y rendimiento por unidad de superficie, una elevada pureza de las fracciones con la ausencia de problemas de colmatación, resultando un cribado de alta calidad.
El balance conjunto de estos tres elementos establece la calidad de la criba. A mayor calidad del cribado, mayor valor añadido del producto y, consiguientemente mayores ventajas competitivas en el mercado.
En este sentido, la eficiencia o rendimiento mide el porcentaje de finos en la alimentación que pasan a través de la malla. Suponiendo que en 1 tonelada de material se dispone de 200 kg, con un tamaño de partícula menor de 1 milímetro. Si después del cribado la totalidad de los 200 kg han pasado a través de la malla, la criba tiene un rendimiento del 100%. Naturalmente, es posible conseguir un alto rendimiento, incluso de hasta el 100%. Sólo hace falta colocar una luz de malla lo suficientemente grande como para que pasen todos los finos. Con ello conseguiremos una alta eficiencia, pero seguramente a costa de una baja pureza. La fracción fina no estará 'limpia': llevará consigo gran cantidad de gruesos.
La pureza por su parte mide el porcentaje de producto que, después del cribado, se encuentra dentro de los parámetros de tamaño requeridos. En el ejemplo anterior, tendríamos una pureza del 100% (tras el cribado) si todas las partículas de la fracción fina fueran menores a 1 milímetro, sin partículas mayores ni más pequeñas, y la fracción gruesa tuviera un 0% de partículas menores de 1 milímetro.
Finalmente, la capacidad mide el volumen o peso de producto con que se alimenta a la criba por unidad de tiempo. Se expresa o bien por volumen o bien por peso por unidad de tiempo (metros cúbicos a la hora o toneladas por hora).



























