
Use of ductile fracture criteria to predict the failure in the formed plastic sheets
Area engineering of processes in manufacturing. Department of mechanical engineering and materials. University of Seville.15/02/2004
This paper examines the ability of several criteria of ductile fracture, widely used in practice to predict and replicate the physical process of the judgment in processes of forming plastic sheets. Likewise proposed and analyzed an alternative criterion of judgement, which emerges the well-known criterion of Freudenthal be modified to include the effect of hydrostatic pressure on fracture process. To focus the study has been a model of finite elements (EF) of the process of deep drawing of sheet metal axilsimétrico, using the commercial package of ANSYS finite element. About this process, we have implemented the different criteria of fracture ductile, analyzing the place where they predict failure, the State of stresses and deformations in the area, the limit drawing ratio (RLE), etc. The results of the simulations have been compared with the experimental results obtained by Takuda et to the. [1] for sheets of different steels.
Criteria for ductile fracture of extended use
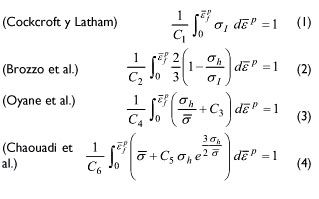
This paper will explore four ductile fracture criteria widely known: the classic criteria of Cockcroft and Latham [3] and Brozzo et to the. [4], including in the first category, and the criteria of Oyane et to the. [5] and Chaouadi et to the.[6], belonging to the second described group. These criteria require to know the history of load and deformation suffered material throughout the process, and can express themselves in their entirety in the following way:
Alternatively to the previous criteria presented, goes to propose in this work a new criterion semi-empirical based in a modification of the classical criterion Freudenthal. The criterion of Freudenthal establishes that the fracture initiates when the plastic work by unit of volume in a determinate point of the material reaches a true critical value. Said model has been employed successfully to predict the failure in processes of global plastic deformation [5]. Nevertheless, when it applies to processes of conformed of sheet his behaviour has not been at all satisfactory [2]. Between the causes argued to explain this fact, the accepted is that the original criterion of Freudenthal does not include the effect of the hydrostatic tension in the process of ductile fracture. It is very known that whereas the hydrostatic tension does not have an appreciable repercussion in the process of plastification, during the ductile fracture is all the contrary, favouring decisively the phase of growth of cavities and contributing with this to accelerate the process fracture. To take into account this effect, proposes here include in the expressesion of the plastic work an extra term that depend on the hydrostatic tension. The simplest form that poses next is a linear dependency, remaining the new criterion of the form:
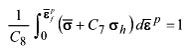
(5)
where C7 and C8 and are constant of the material. Now, and by simplicity, will refer us to said criterion like criterion of the plastic Work Modified (criterion TPM).
Modeling and numerical simulation of drawing process

The model of developed EF made a Lagrangian description, using a formula that has large deformations due to the strong non-linearity of the problem, mainly due to the plastic material behavior and contact between the different elements. The matrix, the awl and the prensa-chapa have been considered rigid elements. For the sheet metal behavior has been elasto-plastic with isotropic hardening strain. In first approximation has been used a model of associative plasticity isotropic and independent of the speed of deformation, taking the approach of von Mises yield criterion. This approach is appropriate where the characteristic of the sheet anisotropy is not very high.
Figure 2 shows the mesh used in a generic configuration. The elements used have been ring of 8 nodes (PLANE82). Depending on the thickness of the steel has been used 4 layers of elements for less than 1 mm thick sheets and 5 layers for thickness of 1 mm. The surfaces in contact have meshing using pairs of elements CONTA172 and TARGE169 of ANSYS. It is assumed that the friction between the surfaces is a Coulomb model, with a coefficient of friction of 0.1. The initial force exerted by the prensa-chapa on the sheet was obtained from the well-known expression of Siebel. Finally, it was considered the process of drawing as a quasi-static problem, solving incrementally. The established criterion of convergence implies this is reached when the module (Euclidean norm) of the vector of waste is less than 0.5% of the module of the vector of external loads.
")
Experimental comparison of the predictions of failure. Discussion
As mentioned in the preceding paragraph, the simulations try to reproduce Takuda drawing test et to the. [1]. Such tests are conducted using three different materials: 430 stainless steel with thickness of 0.78 mm (Material 1), sheet steel of high resistance with a thickness of 1 mm (Material 2) and zinc coated steel of 0.7 mm thick (3 Material). The mechanical properties of these materials are shown in table 1. As you can see in this table, the coefficient of normal anisotropy in the different badges is sufficiently close to the unit to consider acceptable, from a point engineering view, the assumption of isotropic behavior in simulations of EOF.
| Material | And (GPa) | su (MPa) | K (MPa) | n | r | e(I), (f) (uniaxial) | e(I), (f) (def.plana) |
| 1 | 210 | 488 | 829 | 0.20 | 0.81 | 0595 | 0.336 |
| 2 | 672 | 1020 | 0.14 | 0.91 | 0.634 | 0.285 | |
| 3 | 748 | 858 | 0.03 | 0.87 | 0.303 | 0.130 |
For each one of the materials commented, has simulated the filling of circular sheets of different initial diameters, evaluating the failure or no of the same from the criteria of fracture described previously. The Table 2 sample the constants of the material for the distinct criteria. Said constants have calculated from the two values of andI,f of the Table 1, which represent the maximum main deformation of fracture obtained respectively for an essay of traction uniaxial pure and for an essay of traction under conditions of flat deformation. Therefore, to determine the constants suffices with particularizar each one of the previous criteria for the conditions of both essays and clear his values. In the case that the criterion have an only constant to determine, the value of said constant corresponds with the half value of the obtained to the particularizar the criterion for the two essays.
| C1 (MPa) | C2 | C3 | C4 | C5 | C6(MPa) | C7 | C8 (MPa) | |
| Material 1 | 313.3 | 0.556 | 0.124 | 0.272 | 1.480 | 670.87 | 32.69 | 4407.54 |
| Material 2 | 411.6 | 0.536 | -0.070 | 0.167 | 5.240 | 2065.65 | -8.78 | -1026.06 |
| Material 3 | 189.9 | 0.252 | -0.094 | 0.073 | 4.430 | 836.24 | -9.67 | -541.13 |
Once analyzed the predictive ability of the proposed models, the question that arises in a natural way is if those criteria adequately reproduce the physical process of judgement based on the experimental evidence. In the trials of Takuda et to the. the failure occurs in the area of the radius of the punch, for all situations and materials used. Notes that initially deformation is concentrated in a very close of the order of the thickness of the steel band, which is known as incipient localized necking, and finally there is the fracture of the material in that zone. This fact is in perfect agreement with the predictions obtained by all models analyzed for more ductile materials, i.e. materials 1 and 2 Material.

 limit predicted by criteria analyzed based on the radius of the punch for the 2 Material")
 predicted by the criteria analyzed based on the radius of the punch for Material 3...")




Conclusions
- The capacity has been analysed to predict the failure in different criteria of ductile fracture of sheet products. The predictions obtained very reasonably fit the experimental results obtained by Takuda et to the. for different steels.
- These criteria are predicting the failure in the area of incipient necking located when the local State of tension reaches the flat deformation conditions, based on the experimental evidence.
- For the less ductile material criteria of Cockcroft and Latham and Brozzo et to the. they have a slight tendency to predict the failure in areas of pure shear (constant thickness), fact experimentally observed also in some embuticiones made with aluminum alloys.
- The measure of working plastic modified proposed shows results in good agreement with experimental results and the rest of analyzed criteria.
References
[2] Takuda H., Mori k. and Hatta N. (1999) "The application of some criteria for ductile fracture to the prediction of the forming limit of sheet metals" j. Mater. Proc. Tech. 95, 116-121.
[3] Cockcroft M. g. and Latham D. j., Ductility and the workability of metals, j. Inst. Metals 96, 33, 1968.
[4] Brozzo p., De Luca B. and Rendina r., A New Method for the Prediction of the Formability Limits of Plastic Sheets, Proc 7th Biennial Congress of the IDDRG, 1972.
[5] M. Oyane, T. Sato, Okimoto k. and Shima S., Criteria for Ductile Fracture and Their Application, j. Mech. Working Tech., 4, 66-81, 1980.
[6] Chaouadi r., De Meester p. and Vandermeulen w., Damage work as ductile fracture criterion, Int. Journal of Fracture 66, 155-164, 1994.
[7] Clift S. e., Hartley p., Sturges C. e. b. and Rowe g. w., Fracture Prediction in Plastic Deformation Processes, Int. J. Mech. Sci., 32, 1-17, 1990.
[8] ANSYS User's guide, Release 5.5, ANSYS Inc., 1998.
[9] Forming Limit Diagram: Concepts, Methods and Application, Edited by r. H. Wagoner, k. S. Chan and S. p. Keeler, The Minerals, Metals & Materials Society, Warrendale, Pennsylvania, 1989.
































