
Perfection in five axes
Whether in applications of milling or turning, five axes machining required machine tools fast and extremely accurate. The reliability and the ability of the CNC series 16i model B and 18i MB5 controls allow these machines achieve excellent results in five axes machining. Thanks to the advances embodied in most modern controls 30i / 31i-A5 series high-performance CNC, they are suitable for highly complex applications of five axes of today. GE Fanuc offers four CNC Controls especially suitable for the machining of parts of very complicated geometries, such as those often found in the manufacture of moulds and dies.

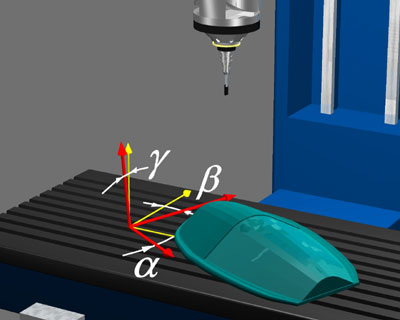
Controls of CNC for high-performance series 16i model B and 18i MB5 of GE Fanuc have been precisely optimized for such procedures of machining. Those that require even higher performance, better achieve its goal using the latest high performance series CNC Controls 30i and 31i-A5. These new CNC Controls incorporate functions extended to the machining of five axles, allowing to carry out more complex machining processes. These improved functions support all kinds of configurations of the five axes of the machine, well be Swivel Head, swivel table of type stump either hybrid constructions of axis locked and spinning machine axes.
Special for five axes machining functions
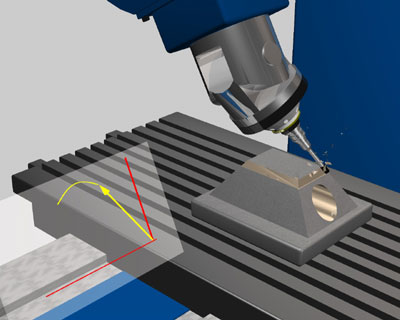
The Control of the center of the tool is another important function, which ensures compensation of the length of the tool in five axes machining mode. This function controls the direction of the center of the tool in actual surface coordinates and automatically calculates the necessary movement of the shaft to fit the length of the selected tool. It is available for machines of five axes of numerous different configurations of axes, including rotating heads and rotary tables. The Control of the center of the tool not only supports the linear commands, but also circular interpolation.
Control of the plane of the tool is an extension of the already mentioned role of Control of the center of the tool. It is especially useful in lateral machining, for example, for the milling of cashiers or forms of variable angles. Both the center of the tool, and the angle of the same, are controlled in order to avoid the unintentional removal of material with the side of the cutting tool, which could cause using only the Control of the center of the tool.
The compensation of the radius of the tool is also available for five-axis machining. While the Control of the center of the tool offset the different tool lengths, the compensation of the radius of the tool fixes the trajectory of the tool whereas the diameter of the selected tool. In addition this function prevents unintentional cutting corners through a check of interference. It also allows to avoid cutting too much and overloading of the tool at the corners by reducing forward speed when you change the direction of the tool.
Greater accuracy and lower costs of programming
The compensation of the error of adjustment of the piece is normally used when the piece is removed from the machine after an initial phase of machining, e.g. for measurement, and then again down for further machining. Small errors in the repositioning are often unavoidable. This function used in conjunction with a system of measurement in machine can be easily corrected these inaccuracies in positioning.
CNC controls can also compensate for various errors of the machine. A particularly interesting role for five-axis machining is the automatic compensation of possible linear diversion of reversing axle of its pivot point. So far, this type of corrections of reversing axle should be taken into account in the programme of CN. But now, users can ignore these geometric errors and rely on automatic error compensation for the control. Machine tool manufacturer has the option to perform additional dynamic thermal compensation to eliminate the errors of the thermal expansion along the axis of the tool, important for hosts of five axes to axes that control the direction of the tool. For simpler machining operations such as drilling or the screw, the use of the tilted working plane is especially advantageous. In this the rotary axes are aligned and set at a certain angle and machining can then be implemented with three linear axes. Special devices for mooring, like those required on machines of three simple axes, are no longer needed.
A useful function that helps to reduce the volume of programming of CN is the point of cutting tool compensation. This function changes the trajectory of court positioning accurately the point of contact of the tool to continue the coordinates of the planned surface. It is especially useful for tools of special forms, such as the trapezoidal or rounded tip. Conventional machining, to use such tools, it was necessary to process special values of correction through the CAM software. The new GE Fanuc CNC Controls constantly memorized data of the dimensions of the shape of the tool, which can be entered manually or they can be saved as a result of a measurement on machine tool. This not only simplifies the programming of CN, but it also offers the option to quickly change the tools without having to generate again the CN program.

Ease of handling and capacity for all machines
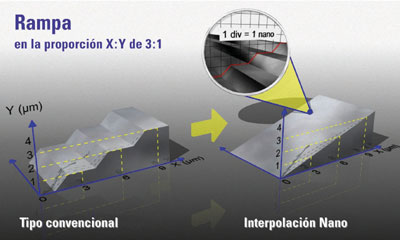
Nano interpolation is an outstanding feature of the GE Fanuc CNC Controls. This function allows machining with surface finishes of great quality, a prerequisite for the manufacture of tools and moulds. The positions of the axes are calculated with a resolution of nanometers, which can only be achieved using servo systems digital precision and high speed. Internally the CNC operates at a much higher resolution than the resolution which creates the program piece, thus minimizing any inaccuracies due to the rounding of the position. High quality and high speed servo systems respond accurately to the updates to the command's position in nanometers, resulting in better quality surfaces at high speeds on progress of machining.
The feature called "nano smoothing" can be used for surfaces of free-form, often generated approximately by means of small line segments by the programmers of machine tools. This function automatically converts these programmes targeted linearly in smooth spline curves, producing smooth and uniform surfaces and fluid movement of the tool.
Curves and surfaces NURBS (Non Uniform Rational B English type Spline) are, of course, another important tool for the milling of free-form surfaces. GE Fanuc CNC controls can interpret the 5-axis NURBS curves generated by the CAD/CAM systems, interpolating them with such precision that the finished parts are virtually identical to the built in CAD geometries. The intricate controls algorithms generate very smooth transitions of the trajectory, which translates into fluid movements of the tool, to produce piece surfaces as smooth and uniform.
Precisely tailored to each step of the process
The role of reading in advance plays an important role in high speed surface machining of free-form. The program piece required to create these surfaces is frequently composed of numerous tiny blocks of command of CN which must be processed in quick succession. It is essential to ensure that control always receives a constant flow of data from CN commands so that machining operation is running without interruption. High-tech GE Fanuc controls can be read in advance up to 1,000 blocks of CN. A common requirement today is that all machines of CN of a company have the ability to connect to network, using the standard Ethernet and TCP/IP communication. With this conectabilidad controls can use programs stored externally, in the same way that you can access data and reports of the condition of machines running at the same time from external computers. GE Fanuc controls are equipped with standard mode with Ethernet connections and offer extensive functionality of network to allow remote applications, from the remote monitoring of the machine to the online training.
Despite the sophisticated functionality of the new series 30i and 31i-A5 of GE Fanuc CNC controls, handling is easy for the staff of the workshop.
This can be attributed to their numerous design features ergonomic and intelligent, which range from the screen of 15 "with horizontal and vertical screen keys, to its consistent operating structure by means of menus. On the other hand, the basic structures of operation tested over time and used by generations of GE Fanuc controls, remain unchanged. Operators shall recognize the familiar standard operating structure of GE Fanuc and only should familiarize themselves with the new extended features. Another good reason for the growing popularity of GE Fanuc CNC Controls.
































