
Variables y variabilidad en el proceso de inyección de termoplásticos (Parte 1)

El proceso de inyección de plástico es un proceso complejo con múltiples parámetros y condiciones interrelacionadas entre ellas de una manera no directa ni fácilmente comprensible. Cualquiera que haya participado u observado la definición de un proceso de inyección estará de acuerdo en que en la inyección de plástico muchas veces dos y dos no suman cuatro.
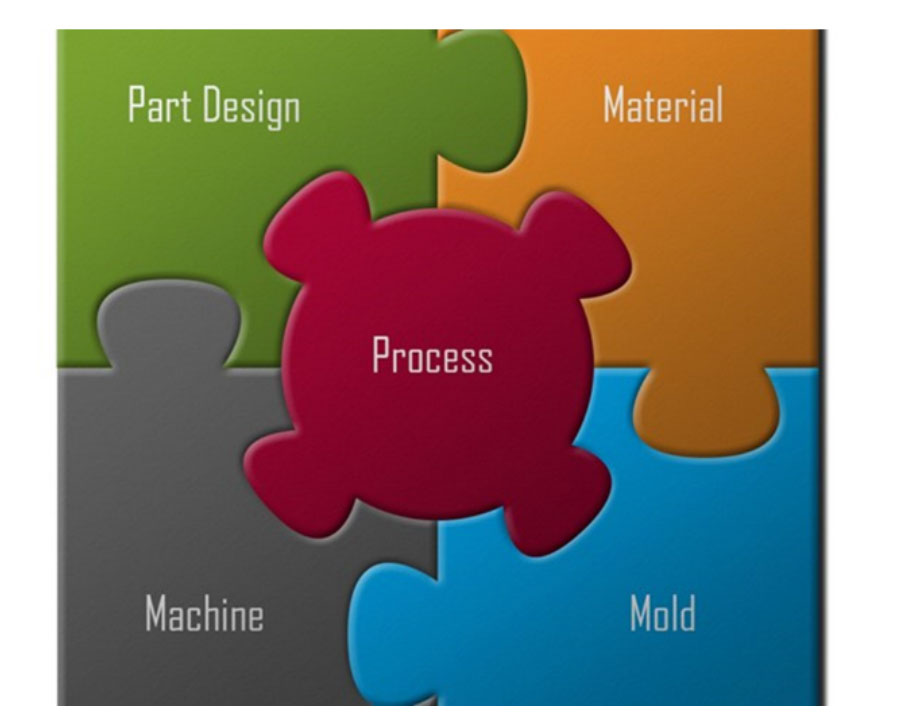
Efectivamente el proceso de inyección está "envuelto en muchas y diferentes variables. Intentando poner un poco de orden en estas variables se pueden agrupar en cuatro grandes grupos o familias con un origen más o menos común.

La máquina es un factor clave en el proceso.
Los grupos de variables son:
Material: El material plástico utilizado puede ser un gran foco de variabilidad del proceso, por ejemplo, propiedades como la fluidez de un lote respecto a otro lote, el porcentaje de recuperado que estamos utilizando y la calidad de los materiales reciclados utilizados, el nivel de humedad residual en la granza, las posibles contaminaciones, o incompatibilidades con algunas mezclas o blends de otros materiales o de masterbaches, etc. El material es sin duda un potencial grupo de variables en el proceso. Después hablaremos de que esto seguramente empeorará en un futuro próximo.
Diseño. Aquí agrupamos diseño de pieza y de molde. Factores de diseño de pieza o de producto tales como espesores, radios, cambios de sección o longitudes de flujo necesarias, por ejemplo, incidirán en el nivel de variabilidad del proceso.
Respecto al diseño de molde, factores como posicionamiento de la entrada, conicidades de desmoldeo, sistema de refrigeración, posiciones y tamaño de los expulsores, etcétera, son fundamentales para la robustez y repetibilidad del proceso. Podemos tener un material perfecto, pero si el diseño de la pieza o del molde es incorrecto, nuestro proceso no será robusto, consistente ni productivo.
Máquina. La máquina es un factor clave en el proceso. Situaciones donde la máquina de inyección está descalibrada, desajustada, con desgastes excesivos o simplemente no es capaz de darnos por ejemplo la presión de inyección o la fuerza de cierre que necesitamos, pueden hacer que nuestro proceso sea muy variable. El correcto estado de nuestras máquinas es fundamental para definir procesos estables, por eso en las formaciones de Scientific Injection Molding Tools se trata específicamente entre otros ensayos, las comprobaciones a desarrollar para comprobar y detectar si nuestras máquinas responden correctamente y son fiables y precisas.
Proceso. Este grupo de variables es el que hace encajar a los otros grupos comentados. Si disponemos de un material excelente, un diseño de molde y de pieza óptimos y de una máquina capaz, no nos podemos permitir el lujo de definir un proceso con poca robustez, un proceso que no tenga en cuenta los parámetros clave del proceso para asegurar repetibilidad, consistencia y por tanto, productividad. Procesos que sean capaces de adaptarse a la gran cantidad de variabilidad que nos vamos a encontrar durante la vida del proyecto. Esta sí es la responsabilidad del inyectador.
Variabilidad
Además de las variables comentadas anteriormente, incluso con todas ellas controladas, es decir, con un material en perfectas condiciones, un diseño de pieza optimizado, un diseño de molde óptimo y un proceso definido correctamente, aun con todas ellas dentro de márgenes óptimos, como decía, debemos ser conscientes de que nuestro proceso tendrá una variabilidad intrínseca como en todos los procesos industriales. La variabilidad en nuestro caso forma parte del proceso de inyección de termoplásticos.
Incluso con todos estos grupos de variables controlados deberemos gestionar y manejar variabilidad en el proceso, como por ejemplo, las variaciones en la materia prima.
El material. El material, sea el que sea el plástico que estemos utilizando, es una materia compleja con gran cantidad de aditivos, unos esenciales, otros para mejorar procesabilidad o para mejorar prestaciones del polímero. En cualquier caso, los fabricantes de plástico, normalmente grandes petroquímicas, tienen una labor compleja en la fabricación de estos plásticos. Esto hace que también sus especificaciones de venta o tolerancias del producto sean más o menos amplias.
De modo que podemos recibir lotes de material virgen recién polimerizado, que cumple con las especificaciones, con diferentes propiedades tales como nivel de aditivación de desmoldeantes, nivel de aditivación de lubricantes, protectores térmicos, y muy importante nivel o valores de fluidez, sin olvidar las especificaciones de propiedades mecánicas, impacto, tracción, etc., etc.

Distribución.
La fabricación de plásticos, como todo proceso normal, tiene la distribución normal de determinadas propiedades. Así pues, la fluidez o también el peso molecular tiene durante la fase de polimerización su distribución normal de pesos moleculares, de modo que podemos recibir lotes de material dentro de una tolerancia acordada, que son perfectamente aceptables, pero con propiedades relacionadas con el peso molecular muy diferentes. Esto añade, en el caso del proceso de inyección de plásticos, una variable fundamental para el proceso.
El nivel de humedad residual en el material después del deshumidificado también variará en función del consumo o 'output' del deshumidificador, de las condiciones de temperatura, caudal de aire, estado de filtros, etcétera. No será un valor constante.
José Ramón Lerma es autor de los libros: 'Libro Manual Avanzado de Inyección de Termoplástico', que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos y, del recientemente editado, 'Scientific Injection Molding Tools. Productividad a través del dominio del proceso'. Ambas publicaciones, comercializadas por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. El libro Manual Avanzado de Transformación de Termoplásticos ha sido editado y comercializado en inglés a nivel mundial por la editorial Hanser Publications.
Página web sobre Scientific Injection Molding: www.asimm.es




























