El aluminio gana terreno en la fabricación de moldes
El material con que se construyen los moldes siempre ha debido cumplir unas exigencias muy estrictas e incompatibles la mayoría de las veces: extremadamente duro y muy resistente al desgaste y a la corrosión, fácilmente mecanizable, estable dimensionalmente y con buena conductibilidad térmica para evacuar el calor.
Tradicionalmente, cuando se quiere un molde "para toda la vida" se construye de acero. Las aleaciones basadas en el acero son laboriosas de mecanizar pero su dureza y duración no tienen rival, sobre todo para inyectar grandes series de piezas plásticas. Los termoplásticos son altamente abrasivos y exigen un material altamente resisten al desgaste si se quiere que el molde dure.
En cambio, para fabricar series cortas o en aplicaciones de inyección-soplado, donde lo crucial es la facilidad de mecanizado del molde puesto que no está sometido a fuerte desgaste, las aleaciones basadas en aluminio han sido siempre las preferidas por los fabricantes de moldes por las ventajas intrínsecas del material.
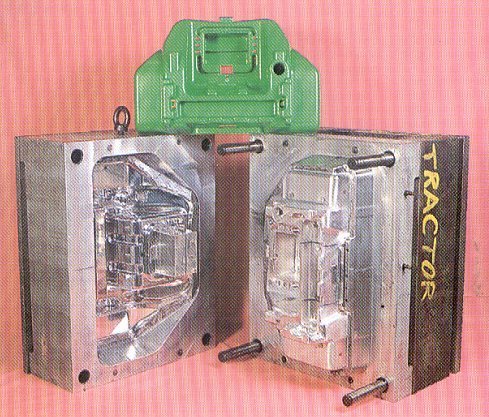 Figura 1 Moldes de aluminio para la industria del juguete
Figura 1 Moldes de aluminio para la industria del juguete
Esta división, que siempre admite matices dada la variedad de aplicaciones y de aleaciones basadas en el acero y en el aluminio, está ahora cambiando rápidamente en favor del aluminio. El motivo principal es el desarrollo de nuevas aleaciones basadas en aluminio que conservan las ventajas básicas de este metal -facilidad de mecanizado, ligereza y elevada conductibilidad térmica- y añaden dureza y duración comparable en muchos casos a la de los buenos aceros.
Ciclo de vida más corto
La mejora de las características de las aleaciones de aluminio en cuanto a duración y dureza del material explican la preferencia de este material por muchos fabricantes de moldes y sus clientes. Pero también se añade otro factor crucial: el desarrollo acelerado de nuevos productos y su menor ciclo de vida.
"Los fabricantes cada vez renuevan más rápidamente su gama de productos o introducen modificaciones; consecuentemente, la vida del molde se acorta", explica uno de los fabricantes de moldes consultados. "Además, añade, el plazo de entrega del molde debe ser también corto para facilitar la introducción de los nuevos productos, lo cual se traduce en la necesidad de emplear un material fácilmente mecanizable". Son, pues, dos tendencias que favorecen el empleo del aluminio.
De todas maneras, las especiales características de una aleación concreta basada en aluminio, denominada comercialmente Certal y fabricada por la compañía Alusuisse, explican también este auge por el aluminio. "Las ventajas comparativas que ofrecen las placas de aluminio Certal con respecto a las de acero de resistencia mecánica equivalente permiten su utilización en la fabricación de moldes de inyección, soplado y termoconformado de plásticos y garantizan una gran calidad y un alto rendimiento", señala Alusuisse.
"El bajo peso específico de Certal, el ahorro económico y de tiempo que se consiguen durante el proceso de mecanización del molde y su elevada conductividad térmica son factores determinantes en la elección de este material: hay que tomar en consideración que un molde que de acero pesaría 1.000 kg se reduciría a 357 kg en aluminio y, debido a su mejor coeficiente de transmisión de calor, su productividad aumentaría en un 20%", añade la compañía.
La propia Alusuisse reconoce que la facilidad de mecanización no es un factor cuantificable sino un concepto íntimamente ligado a las técnicas utilizadas y a las propiedades físicas y químicas requeridas a una aplicación concreta. "La correcta elección del material y el cuidado en el diseño son la mejor garantía para obtener un molde de gran calidad con un coste equilibrado y en el menor tiempo posible".
Avances en aceros
El desarrollo de nuevas aleaciones basadas en aluminio ha ido en paralelo, de todas maneras, con los avances en materia de aceros. La variedad de aceros existente hoy en día es impresionante y existe un tipo de acero adecuado para cada aplicación concreta. Muchas veces, reconocen varios expertos, es difícil decantarse por el aluminio o el acero. "La experiencia del moldista con uno u otro material influye decisivamente en la elección final cuando no está clara la elección", aclaran.
"La elección de la calidad del acero y del suministrador se realiza frecuentemente durante la etapa de diseño, a fin de simplificar y agilizar el suministro del molde", dice Uddeholm, uno de los principales fabricantes de acero para moldes. "La elección no siempre es una tarea fácil. En muchos casos, es un compromiso entre los deseos del moldista y del usuario final", añade Uddeholm.
 Figura 2 Acero pretemplado para moldes de plástico para fabricar salpicaderos de automóvil.
Figura 2 Acero pretemplado para moldes de plástico para fabricar salpicaderos de automóvil.
El rendimiento de un molde es función de muchos parámetros. El material para la figura y los insertos deben seleccionarse de acuerdo con el tipo de plástico a moldear, serie de producción, proceso de moldeado y naturaleza del producto. Únicamente en lo que se refiere a resistencia, se debe evaluar la resistencia al desgaste, la resistencia a la compresión y la resistencia a la corrosión para elegir el material adecuado, lo cual da idea del nivel de compromiso que se establece.
Recubrimientos parciales
En el caso de que se utilicen materiales muy abrasivos, como pueden ser los plásticos cargados con fibra de vidrio, talco u otras cargas minerales, es práctica usual recubrir el molde para aumentar su resistencia a la abrasión mediante procesos especiales como anodizado, niquelado o cromado.
En algunos casos, se utilizan varios materiales en un mismo molde. Las partes del molde más delicadas y que requieren una rápida evacuación del calor pueden estar fabricadas con cobre berilio o incluso titanio. Sin embargo, el elevado coste de estas aleaciones a veces no compensa el incremento de dureza que se obtiene y se reservan únicamente para hacer inserciones en partes muy concretas.
El coste del material, de todos modos, es quizás el parámetro menos importante a tener en cuenta a la hora de elegir el material de fabricación del molde. Normalmente, señala Uddeholm, el coste del acero de un molde representa entre el 5 y el 10 por ciento del coste total de la herramienta. El coste del diseño y del mecanizado del molde siempre tienen mayor importancia. Y todo empieza con la adecuada selección del material.
Lluís Alonso
| Estudio de Certal según el tipo de termoplástico | |||||||||||
| Número de piezas | |||||||||||
| 5.000 Prototipo |
10 - 50.000 Pequeñas series |
100 - 300.000 Series medias |
500 - 1.000.000 Grandes series | ||||||||
| Polietileno bd (PEbd) | |||||||||||
| Polietileno bd (PEbd) | |||||||||||
| Polipropileno (PP) | |||||||||||
| Poliestireno (PS) | |||||||||||
| Poliestireno impacto (PSC) | |||||||||||
| SAN | |||||||||||
| ABS | |||||||||||
| Acetato de celulosa | |||||||||||
| Poliamida 6 (PA6) | |||||||||||
| Poliamida 11 (PA11) | |||||||||||
| Poliamida 6/6 (PA6/6) | |||||||||||
| Poliamida 66FV (PA66FV) | |||||||||||
| PPO | |||||||||||
| PMMA | |||||||||||
| POM | |||||||||||
| Policarbonato (PC) | Mecanización de aleación de aluminio | ||||||||||
| Proceso de mecanización | Tiempo en % acero |
Tiempo en % alumnio | |||||||||
| Fresado de las caras y los lados | 100 | 16 | |||||||||
| Taladro | 100 | 17 | |||||||||
| Desvastado | 100 | 20 | |||||||||
| Acabado | 100 | 24 | |||||||||
| Tiempo de mecanización total | 100 | 24 | |||||||||
| (2 horas 46 minutos) | (40 minutos) | ||||||||||















