
Conceptos que hacen mas fácil la vida en la planta de inyección

En el artículo anterior ya aparecía el concepto de viscosidad en relación con el Delta P. Vamos a tratarlo un poco más en profundidad.
La viscosidad de un fluido es una medida de su resistencia a las deformaciones graduales producidas por tensiones cortantes o tensiones de tracción. Reología es la parte de la física que estudia la relación entre el esfuerzo y la deformación en los materiales que son capaces de fluir. Cuando a un fluido se le aplica un movimiento éste ofrece una resistencia al movimiento.
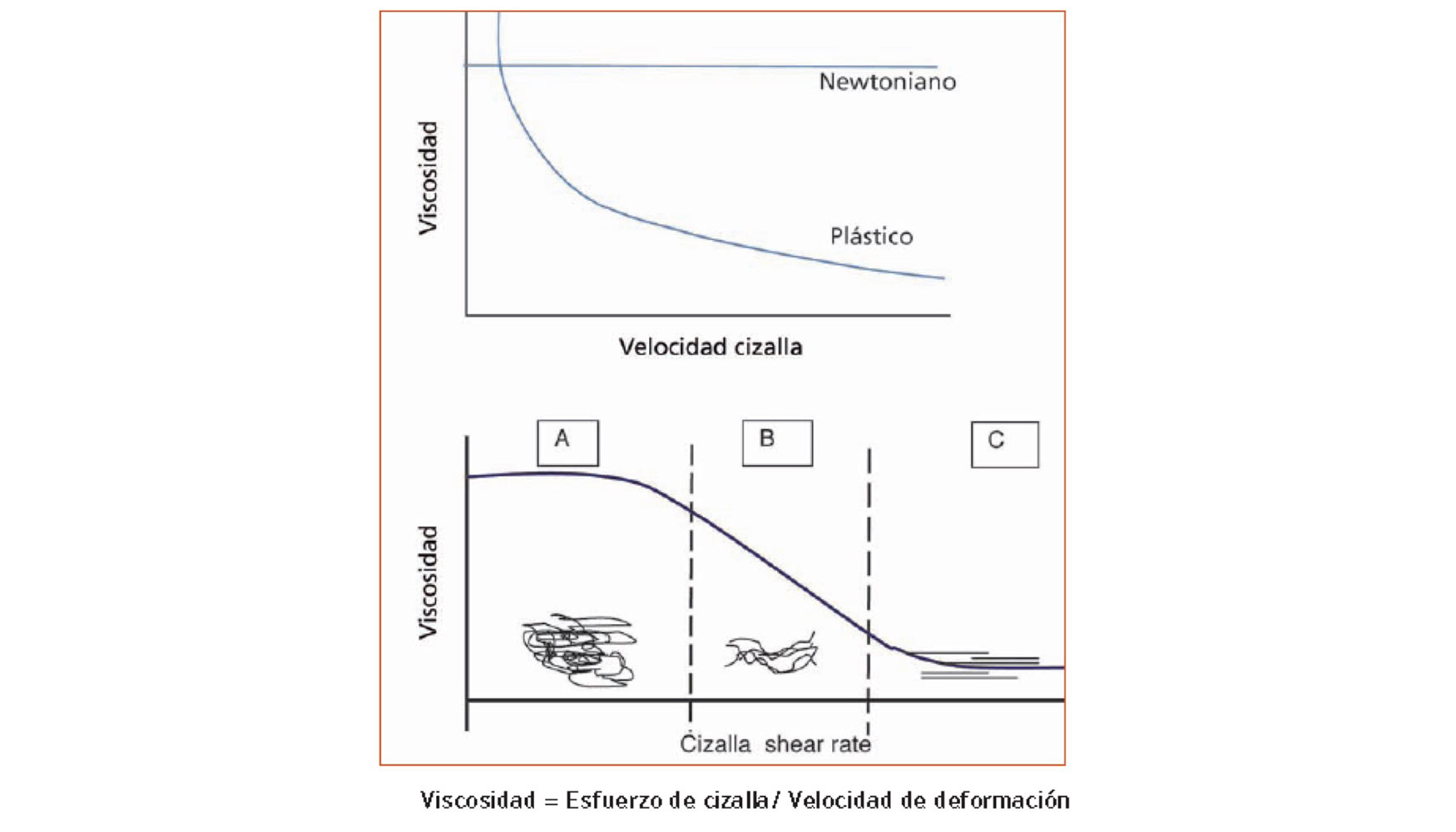
Simplificando, los fluidos newtonianos presentan una relación lineal entre el esfuerzo ejercido y la velocidad de deformación del fluido.
En el caso de los plásticos, estos son fluidos no newtonianos porque no presentan una relación lineal entre esfuerzos y velocidades.
Los plásticos son materiales con comportamiento no newtoniano. La viscosidad no es constante
Este es un concepto que no está del todo claro en las plantas de inyección y es fundamental para entender el comportamiento del plástico durante la inyección, proceso este que aplica mucha cizalla (esfuerzo de cizalla) y presión sobre el material modificando sustancialmente su viscosidad.
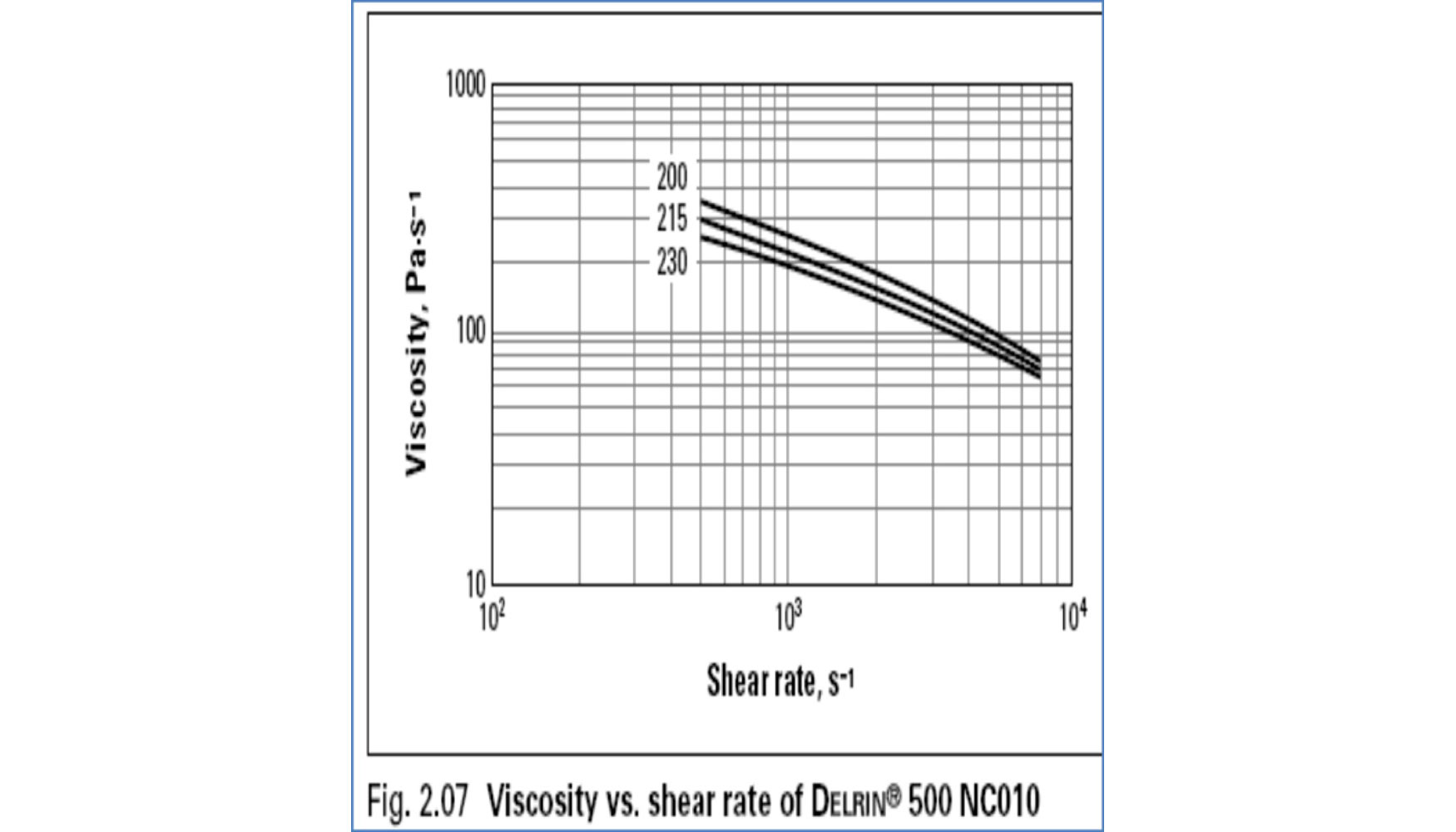
En el caso de los materiales plásticos fundidos en el intervalo de las condiciones de inyección, un aumento de la tensión o esfuerzo de cizalla provocará que su viscosidad pueda verse reducida drásticamente. Si comparamos la viscosidad de un plástico a bajas velocidades de cizalla, por ejemplo, 500 s-1, con la viscosidad a velocidades de cizalla aplicadas en el proceso de inyección, por ejemplo 3000 s-1, el valor de la viscosidad puede declinarse hasta tres veces menos valor, como podemos ver en el ejemplo de la gráfica con un POM, Delrin 500.
Típicos Shear rate o velocidad de cizalla aplicado según proceso:
- Compresión molding: 1-10 s -1
- Calendering: 10-100 s-1
- Extrusión: 100-1000 s-1
- Inyección: 1000-10.000 s-1
En la gráfica puede observarse que tiene más influencia en la viscosidad aumentar la temperatura a velocidades bajas de cizalla (bajo shear rate) que a velocidad de cizalla alta, donde las líneas de comportamiento de la viscosidad prácticamente confluyen. También se puede observar que en términos de reducción de viscosidad tiene más efecto pasar de 500 s-1 a 1000 s-1 que aumentar 15 grados la temperatura de masa de 200 °C a 215 °C.

Viscosidad
Efecto de la cizalla en la viscosidad del polímero.
A.- Zona inicial de viscosidad plana a bajas velocidades de cizalla. En esta zona el polímero tiene un comportamiento newtoniano
B.- Zona intermedia con velocidades de cizalla intermedias con caída de la viscosidad en función de la velocidad de cizalla
C.- Zona final a altas velocidades de cizalla con viscosidad plana, de nuevo el comportamiento es newtoniano
Dada la relación entre viscosidad y velocidad de deformación, son muy importantes dos aspectos para definir un proceso robusto.
- Seleccionar la gama de velocidades que nos aporte un comportamiento estable de la visosidad en una amplia gama de velocidades
- Si un polímero se inyecta con un caudal y perdida de presión constante, la viscosidad será constante y por tanto, fluirá con las mismas características y dará lugar a piezas de dimensiones y propiedades idénticas.
Por ello el inyectador científico tiene que preocuparse de que el frente de flujo se mueva a velocidad constante con una presión en el material constante para que la viscosidad también sea constante. Con ello obtendrá un proceso robusto y consistente.
También puede utilizar el inyectador avanzado en ensayo de la viscosidad relativa para determinar la gama de velocidades en la cual la viscosidad del polímero será más estable.
Este ensayo lo comentaremos en próximos artículos.
José Ramón Lerma es autor del Libro Manual Avanzado de Inyección de Termoplástico, que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos. El libro, comercializado por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es
Más información sobre los cursos Scientific Molding online impartidos en Inefco, en los que José Ramón Lerma es tutor https://www.ieaula.com/home/31-procesos-avanzados-de-inyeccion-de-termoplasticos.html





