
Estudi de resistència a fatiga d'acer inoxidable (316L) fabricat per tecnologies additives làser
El procés de fabricació additiva consisteix en la fabricació d'una peça física a partir de pols, utilitzant un model 3D i imprimint-ho capa per capa. Una de les incerteses que presenta la fabricació per capes és si la fusió entre les capes té qualitat suficient perquè la peça aguanti les posteriors condicions de treball i compleixi adequadament la seva funció. Una de les situacions més crítiques es produeix quan la peça està exposada a càrregues dinàmiques, ja que es planteja el dubte de si la fusió selectiva per làser podria derivar en porus i defectes locals, que al seu torn poden causar propagació d'esquerdes en el material i la seva fractura prematura.
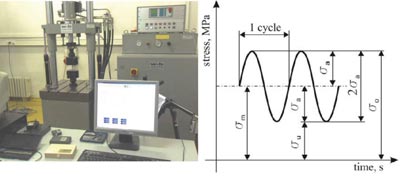
Aquest article presenta un estudi de les prestacions a fatiga de l'acer inoxidable 316L fabricat mitjançant la fusió selectiva per làser (SLM) en la màquina Concept Laser M3. L'objectiu de l'estudi va ser determinar la resistència a fatiga mitjançant l'ús del mètode de Wöhler. L'estudi es va dur a terme en la màquina d'assaig servohidráulica uniaxial, aplicant la càrrega amb dependència sinusoïdal de la tensió i el temps, corresponent a prova de vibració contínua (Figura 1). S'han estudiat 15 mostres en cinc règims diferents, la qual cosa significa que en cada règim de càrrega es van examinar tres espècimens. L'estudi es va realitzar d'acord a la norma DIN 50100. L'article detalla els resultats de les proves en forma gràfica i tabular.
Definició de paràmetres de l'estudi
La següent taula mostra l'explicació de diferents símbols:

Cada règim de càrrega podria ser definit pel valor mitjà (σm) i l'amplitud de tensió (σa). L'amplitud de tensió és la mitjana de la diferència entre els valors màxim i mínim de la tensió. En la literatura, en lloc de l'amplitud, s'utilitza sovint la relació entre el mínim i l'esforç màxim (R), que s'utilitzarà en aquest estudi.
Preparació de la mostra i definició de càrrega
Les dimensions finals de provetes per a l'assaig es mostren en la Figura 2. ja que les mostres fabricades en la màquina SLM solen mostrar una major rugosidad superficial, les mostres van ser mecanitzades i polides per evitar que les concentracions de tensió superficials influïssin en el resultat final.

En aquest cas concret, per definir els règims de càrrega s'ha tingut en compte el següent:
- La relació entre la longitud i diàmetre no permet la càrrega de compressió a causa de la possibilitat de vinclament, per la qual cosa la tensió mínima (σo) ha de ser positiva.
- La tensió màxima (σo) està limitada per la resistència al trencament per tracció determinada en l'assaig a tracció previ (Rm = 757 N/mm2).
- La tensió mitjana va ser seleccionada amb el criteri de poder aconseguir el màxim rang de tensions (2σa) dins dels límits σo - σo. Per tant, el valor seleccionat de la tensió mitjana va ser σm = 340 N/mm2.
En general, per a aquest tipus de material, el nombre total de cicles després del que la prova es deté si l'espècimen no ha fracturat és 107. És a dir, se suposa que després d'aquest valor no es produiran fallades per fatiga. El primer nivell de càrrega va ser seleccionat amb R = 0,1 i després altres quatre règims iterativament, tenint en compte que els punts de la corba S-N han de ser distribuïts de manera uniforme entre el 0 i 107 cicles. Segons aquests criteris inicials, s'han establert els valors numèrics dels règims de càrrega que es llisten en la Taula 2.

Procediment d'assaig
Les mostres van ser assajades en ordre cronològic, d'acord als nombres de sèrie que figuren en la primera columna de la Taula 2. D'aquesta manera, va ser possible definir l'espectre de càrrega sencer que oferís una distribució uniforme dels punts de SN de la corba de Wöhler.
Les provetes 13/14/15 van ser assajades amb la tensió màxima corresponent al 95% del límit de fluencia. Una amplitud tan alta de tensió va servir per provocar estiramiento continu de la mostra fins a la fractura de la mateixa. La superfície de fractura és perpendicular a l'eix longitudinal de la proveta i es produeix en un únic cicle, sense la formació prèvia d'esquerdes. Aquest tipus de fractura és molt comuna en assajos a fatiga de baix cicle. El nivell de càrrega per a les proveta 3/6/9 va ser triat empíricament, amb la finalitat d'obtenir l'últim punt de la corba S-N. El resultat va ser de 3.9106 cicles abans de mostrar-se la fractura.
Els valors numèrics dels resultats de la prova es mostren en la Taula 3. En la setena columna s'ofereix la freqüència amb la qual s'ha assajat cada espècimen. Les freqüències de prova estan limitades per la capacitat de la màquina d'assaig, excepte para la proveta 1 on aquest límit és més baix a causa de raons de seguretat. A causa de les variacions en el diàmetre de la zona de càrrega de cada mostra, la força de càrrega es va tornar a calcular perquè la tensió sigui conforme a la Taula 2.


La presentació gràfica dels resultats es mostra en la Figura 3. Es pot veure un diagrama amb abscissa logarítmica (nombre de cicles) i l'ordenada aritmètica (amplitud de tensió), que és el format que es correspon amb el diagrama de Wöhler. Es va poder observar una desviació estàndard relativament baixa en els resultats.
El següent diagrama mostra el diagrama S-N obtingut segons els valors mitjans del diagrama anterior, amb la corba de Wöhler corresponent.

Discussió dels resultats
El material fabricat per capes sol contemplar-se amb relativa desconfiança posat que es considera que el mètode de fabricació no ofereix garanties d'una fusió completa entre les capes. No obstant això, els assajos a fatiga exposats anteriorment demostren que el comportament del material fabricat per la tecnologia SLM (en aquest cas la seva variant Laser Cusing) és molt semblat al material convencional quant al comportament dinàmic. Segons els règims d'assaig seleccionats, s'han obtingut els cinc punts de la corba de Wöhler S-N igualment distribuïts en el rang 0-107 cicles. Es percep clarament una baixa dispersió dels resultats, la qual cosa suggereix que no hi ha irregularitats importants en el material. A més, la forma de la corba obtinguda correspon a les quals es poden trobar per a l'acer 316L obtingut pel mètode convencional de fabricació d'acord amb la literatura.
En resum, l'acer 316L processament per deposició i fusió de capes de pols mostra una fiabilitat igual al processament convencionalment.
Aquests resultats van ser obtinguts en el marc del projecte Karma, finançat en la convocatòria 'Research for SME Associations', del VII Programa Marco de la Unió Europea, amb data de finalització al juliol de 2013. El projecte està orientat a fomentar l'ús de les tecnologies de fabricació ràpida en les pimes, amb la finalitat de fomentar la seva competitivitat en sèries curtes de productes personalitzats. L'objectiu del projecte és el desenvolupament de programari intel·ligent per assistir als dissenyadors i enginyers que desitgen aprofitar al màxim les tecnologies additives. Un dels pilars del desenvolupament de l'eina és una base de dades que conté caracterització completa de materials de rellevància, processats per aquestes tecnologies. En funció de les propietats dels materials, l'usuari d'aquestes tecnologies pot estimar les futures prestacions de la peça fabricada d'aquesta manera. Aquests resultats són una petita part dels resultats d'aquest projecte, els detalls del qual es poden trobar en www.karmaproject.eu.












































































