
Aquest article ha estat escrit originalment en castellà. L'hem traduït automàticament per a la vostra comoditat. Tot i que hem fet esforços raonables per a aconseguir una traducció precisa, cap traducció automática és perfecta ni tampoc pretén substituir-ne una d'humana. El text original de l'article en castellà podeu veure'l a Calidad y definición de producto para el sector energético
Qualitat i definició de producte per al sector energètic
Dept Tècnic de METRONIC01/06/2005
Els actuals canvis en la indústria de les turbines han comportat la necessitat de fabricar més ràpid i amb menys cost. Això ha mostrat la que els mètodes d'inspecció tradicionals han quedat obsolets per lents i inadequats a l'hora d'obtenir els resultats requerits. Amb la creixent complexitat dels àleps, els mètodes d'inspecció simples no són vàlids. Per adequar-se a aquests canvis, les companyies de fosa i forja estan canviant a la inspecció digital automatitzada. Fins fa poc la demanda de precisió en aquest tipus d'inspecció suposava un fre a la utilització d'aquesta tecnologia. Ara, amb la introducció dels equips de mesurament ATOS II i ATOS III, podem obtenir les dues coses, precisió i automatització.

Fig.1: Seccions d'un núvol de punts mesura

Fig 2: Punts mesurats a la superfície d'un ins
Mitjançant la utilització dels escàners ATOS i una taula rotatòria motoritzada, les companyies de fosa són capaços de mesurar fins a 70 peces en una jornada de treball de 8. Aquesta inspecció no convencional inclou el mesurament de contorns, ràdios petits, base. Les dades són presos i processats mitjançant la utilització de macros en uns pocs minuts per peça. L'informe generat inclou mapa de colors mostrant les desviacions respecte al CAD de la peça, posicionament de passa-no passa, seccions transversals de punts, i els tradicionals XYZ de les màquines de mesurament per coordenades. (Figures 3 i 4).
Per a aplicacions d'acoblament, és crítica el mesurament de la zona d'acoblament completa per obtenir la mínima distància entre les cares de àleps adjacents. Aquesta informació s'utilitza per determinar entre àleps, la qual, en gir, és utilitzada per al càlcul del volum d'aire circulant a la turbina. Aquesta informació està directament relacionada amb l'eficiència energètica. (Figures 5 i 6).

Fig.3: Desviació de la mesura al nominal del CAD

Fig 4: Desviacions en seccions transversals.
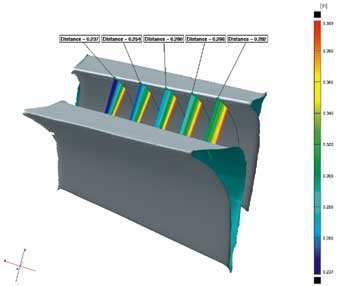

Fig 5 i 6: Demostració d'un mesurament automàtica per determinar l'àrea mínima de la gola.
El Procés
Primerament, el lloat a mesurar es col loca en un útil de mesura amb punts de referència prèviament definits (Fig. 7). El següent pas és l'execució d'una macro, que defineix el directori del fitxer, el nom de la peça, les dades a processar i comença el procés d'escaneig. El sistema genera automàticament els informes d'inspecció que han estat predefinits per a cada component específic. A causa de la necessitat de mesurar diferents mides de peça en un mateix dia, es defineixen diferents mides d'útil d'amarratge per a cada peça. En alguns casos, es poden construir útils per a l'amarratge de fins a 4 peces a la vegada, això accelera considerablement el mesurament. Amb aquesta mesura de múltiples peces, els departaments de metrologia són capaços de mesurar el lloat per complet incloent punts concrets, contorn, base.

Fig 7: Útil per a un sol ins
Retorn de la inversió
Des que les empreses de fosa ha començat a fer servir els escàners ATOS II & III, han comprovat una disminució en el temps d'inspecció de cada peça, incrementant el rendiment dels departaments de control de qualitat. Com a exemple, en el passat es inspeccionaven només uns pocs punts de control per cada peça. Ara s'inspecciona el 85% del lloï complet i el 100% en les àrees crítiques. Amb la possibilitat d'una major inspecció, els usuaris del ATOS són capaços de detectar problema sin àrees no esperades, tendències en la fabricació i deteriorament del motlle. Amb aquesta informació, els fabricants són capaços d'optimitzar el canvi de motlle i en alguns casos retallar el temps d'industrialització d'una nova peça a la meitat.

Fig 8: Mesurament automatitzada mitjançant robot













































































