
Rotary Ultrasonic machining and milling mixed machining / laser
The current market demands the release of more innovative and more competitive products, so need an added effort to manufacture advanced through "traditional" manufacturing processes, technological products which do not always allows to obtain the expected result. On the other hand, the introduction of "advanced materials" in areas such as medicine, optics, aerospace or automotive is assuming a forced development of alternative manufacturing processes to respond to new needs. The cost significantly higher of these techniques only use cases where traditional methods can not be used.

Ultrasonic machining revolving the challenge of hard and fragile materials
The growing development of the advanced materials with superior properties as high hardness, high mechanical resistance to wear, low density and high temperature abrasion resistance, as it is the case of technical ceramics, has introduced the need for its processing. However, the high cost of machining, ranging between 30-60% and even 90% of the cost of production, has clearly slowed down its commercial expansion.
At this point, it should be emphasized that only commonly referred to as processes non-conventional machining, such as Rotary Ultrasonic machining, likely to become useful, apart from some conventional abrasive process.
To achieve this challenge Tekniker has acquired a machining center for ultrasonic DMS 35 Ultrasonic integrated in Deckel Maho Gildemeister Sauer House. The machine incorporates the RUM (Rotary Ultrasonic Machining) technology for machining of hard and fragile materials.
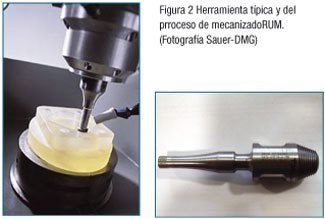
The process of Ultrasonic machining Rotary (Rotary Ultrasonic Machining-RUM) is a technological breakthrough of the classic machining by ultrasound (Ultrasonic Machining-USM). It is based on the Elimination of material through a combination of rotation and vibration in axial direction of a tool, usually of diamond which, in turn, feeds with a current interna-externa of cutting fluid.
The term "ultrasound" is due to the vibration occurs at a frequency close to the 20 kHz (vibrates about 20,000 times per second), frequency is in the range of ultrasound. Used schemes of swing between 1000 and 6000rpm, and axial vibration has a few µm of size (1-35µm).
Likewise, Tekniker machine incorporates a series of control algorithm to improve further the effectiveness of the process while preserving the integrity of the tool and the workpiece; ADC (Adaptive Control) control monitors the pair, and the ACC (Acoustic Control) monitors the strength in axial direction.
The scope of the RUM is primarily intended for the machining of materials hard and fragile as the technical ceramics, glass, hardened metals, Silicon, precious stones, etc.
This applied to a:
- Automotive: brake, injection nozzles discs, inserts of moulds of inyección in materials such as Silicon nitride, alumina, hard metal, hardened steel (55HRc)...
- The semiconductor industry: chips (Wafer), material refrigeración en elements such as Silicon, quartz Hialino
- Optical industry: concave and convex lenses, espejos in materials such as Sapphire, Silicon, ZERODUR mirror blank and several glasses.
- Medical industry: joints, dentales crowns; in ceramic materials miscellaneous as Zirconia, Alúmina
- More: guides anti-wear, pyrometry, nozzles of welding, insulators térmicos also in ceramic materials.

By RUM geometries that hardly could be achieved with other manufacturing processes such as e.g. holes Ø0. 5 and 10 mm deep in Silicon, can be machined Threading interior in hard metal quality H6, etc.

Figure 4 example of machining of alumina and threading in optical glass.
- Reduction of the efforts of court, of the thermal load to the piece and thus wear of the tool due to the lower contact time of each abrasive grain with the material of the piece, inherent to the ultrasonic motion.
- The overlap of movements, rotation and twist, makes to achieve higher rates to boot in the case of conventional processes such as grinding (up to 5 times higher).
- Large surface finish due to the smaller forces of the process, being able to obtain surfaces with roughness less than 0.2 µm Ra to suppress the polishing.
- Ultrasonic motion along with the coolant internal and external makes the tool's experience a backflush process, avoiding the phenomenon of dullness and facilitating the composition of the same.
- The process produces a surface layer of residual stresses of compression which increases fatigue life.
- Treatable materials hard and fragile to carrying out small cutting from 0.5mm as well as various operations namely drilling and milling operations in a single machine: very deep holes, contours, slotted, planned or complex surfaces.
Nevertheless, it must be concluded remarking that Rotary Ultrasonic machining appears as a clear solution for the optimal processing of materials advanced as hardened metals, glass, ceramics, etc.
Mixed machining milling / laser: technology that makes possible new challenges
The need for ever more accurate, and products with a wide range of materials, requires new techniques of processing, to go beyond the current grubbing-up of particle processing techniques.
With the objective of this challenge, Tekniker has a machine fresadora-láser DMU60L of manufacturer DECKEL MAHO, in addition to being a milling machine of high speed with a spindle up to 18,000 rpm, with a Nd laser head: YAG of 100 Wattios. The machine purchased by Tekniker incorporates technology of machining by laser.

Laser machining technology allows for the machining of figures and pieces of small dimensions, allowing to obtain living corners and holes in small diameter, i.e., geometric shapes that it is not possible or is very expensive to obtain through conventional processes.
Laser machining allows processing of almost all kinds of materials, regardless of its hardness and Machinability. The results obtained vary from material to another due to its physical properties, but in principle is not the obstacle of the hardness. Pieces from photographs can be obtained, i.e., on the basis of an image you get a process similar to the engraving (as can be seen in Figure 6).

The high energy density that is obtained at the point of focus of the laser beam can carry out the ablation process, i.e., the material is vaporized directly. On the other hand, being a source of energy which has an impact on the material, not occur wear, breakages and collisions of the cutting tool, which is a great advantage to the traditional chip boot process. The value of the diameter of the beam at the focus point can be 40 microns or 100 microns.
The laser, is a source of coherent light of high-energy meaning amplification of light by emission of radiation Estimulada, which form the acronym LASER (Light Amplification by Stimulated Emission of Radiation). The laser system mainly consists of three components:
- An average asset which in our case is a nd: YAG crystal.
- A means of excitation in our case is a lamp.
- The optics of the resonator.
In available in Tekniker system machine laser consists of a lamp 6000W that radiates light which has properties which is divergent, multicolor and inconsistent. This light excites the average asset (ND: YAG Crystal) producing a beam laser that compared to the light bulb has properties directional, monochromatic and coherent, being wavelength l = 1. 064 microns, and a medium of 100W power.
This laser beam is reflected to 100% by a mirror, and only partially by another mirror. That is not reflected laser beam is used to process the material. The essentially parallel laser beam is easy to transport over long distances to reach the site where it is needed. In the area of processing, the beam laser focused on a small point is provided with the necessary energy to heat, melt or evaporate even metals.
The Q-Switch device allows you to increase the power of the beam, the frequency of work to be between 5 and 50 kHz.
The obtaining of machining programmes is similar to the of machining swarf removal. The LPSWin application allows you to draw the volume to be machined, and create strategies for machining with different values of the parameters of the process. The machine allows machining complex 3D figures, always mecanizing layer to layer.


The adjustment of these parameters allows to obtain a piece in less time but with worse finish, or vice versa, to get a good finish at the expense of machining time, as you can see in Figure 9.
(a) e = 1µm, h = 5µm: t = 33'16 "(b) e = 3µm, h = 20µm: t = 6'06"












































































