
Suntec Maquinaria Técnica, S.L. - Bruñidoras / Lapeadoras
Sunnen
Procesos de bruñido: para mejorar la geometría y la rugosidad de las piezas
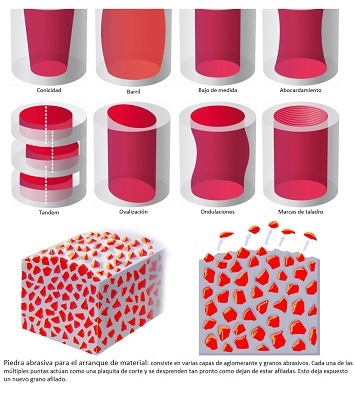
Aunque el bruñido ha sido asociado con el lapeado durante muchos años, hoy no es este el caso. El bruñido es actualmente un proceso productivo de fabricación utilizado para mejorar la geometría del orificio y la rugosidad en las piezas, que elimina tensiones residuales causadas por el taladrado, escariado y rectificado interior.
El bruñido ha pasado a ser un método rápido y eficiente en el dimensionado de precisión en una amplia gama de piezas, desde componentes de motores de turbinas a guías de válvulas. Dado que los puntos de corte de los granos de abrasivo de bruñido son muy pequeños y cortan simultáneamente, el calor y la tensión generada en la pieza de trabajo nunca llegan a concentrarse. Como resultado, el proceso daña mínimamente la superficie y la integridad de la superficie bruñida es excelente.
El bruñido es un proceso de arranque de metal utilizado tras el mecanizado, sinterizado, escariado, taladrado o rectificado para obtener una geometría de precisión, y un acabado superficial perfecto. En la última década el bruñido ha llegado a ser un proceso mejor descrito como de acabado de orificios, dada la cantidad de arranque logrado.
Ahora resulta práctico arrancar 0,2 mm o más durante un somero bruñido de un orificio de acero duro, 25 mm de diámetro por 25 mm de longitud en 40 s. La redondez, la rectitud y la cilindricidad pueden mantenerse a 0,01 mm o mejor durante operaciones de bruñido de desbaste, y menos de 1 micra durante el acabado.
Una ventaja adicional que ofrece el bruñido es la mejora de la rugosidad superficial. La mayoría de los procesos de bruñido crean un trazado rayado helicoidal en el orificio. Esta textura forma una buena superficie porque permite la transferencia axial de lubricación. La elección de tamaño de grano de abrasivo determina el acabado superficial obtenido. Los valores de acabado superficial pueden variar de valores Ra de 0,05 a 0,8 y valores Rz de 0,4 a 6,3.
El bruñido ha pasado a ser un método rápido y eficiente en el dimensionado de precisión en una amplia gama de piezas, desde componentes de motores de turbinas a guías de válvulas. Dado que los puntos de corte de los granos de abrasivo de bruñido son muy pequeños y cortan simultáneamente, el calor y la tensión generada en la pieza de trabajo nunca llegan a concentrarse. Como resultado, el proceso daña mínimamente la superficie y la integridad de la superficie bruñida es excelente.
El bruñido es un proceso de arranque de metal utilizado tras el mecanizado, sinterizado, escariado, taladrado o rectificado para obtener una geometría de precisión, y un acabado superficial perfecto. En la última década el bruñido ha llegado a ser un proceso mejor descrito como de acabado de orificios, dada la cantidad de arranque logrado.
Ahora resulta práctico arrancar 0,2 mm o más durante un somero bruñido de un orificio de acero duro, 25 mm de diámetro por 25 mm de longitud en 40 s. La redondez, la rectitud y la cilindricidad pueden mantenerse a 0,01 mm o mejor durante operaciones de bruñido de desbaste, y menos de 1 micra durante el acabado.
Una ventaja adicional que ofrece el bruñido es la mejora de la rugosidad superficial. La mayoría de los procesos de bruñido crean un trazado rayado helicoidal en el orificio. Esta textura forma una buena superficie porque permite la transferencia axial de lubricación. La elección de tamaño de grano de abrasivo determina el acabado superficial obtenido. Los valores de acabado superficial pueden variar de valores Ra de 0,05 a 0,8 y valores Rz de 0,4 a 6,3.
