Mecanizado
Fresado a alta velocidad en seco y con mínima cantidad de lubricante
A. Celaya, S.Fraile, U. Bravo, A. Etxabarri, L.N. López de Lacalle
Departamento de Ingeniería MecánicaEscuela Técnica Superior de Ingenieros Industrialesc/Alameda de Urquijo s/n E-48013 Bilbao,Españae-mail: imaceega@bi.ehu.es tf: +34-94-601723501/12/2002 1. Introducción
Debido a razones económicas, ecológicas y técnicas, hoy día se está intentando disminuir el uso de aceites y fluidos de corte. La primera opción es utilizar el mecanizado en seco, pero en muchos casos esto es imposible, debido a la naturaleza del material a ser mecanizado. Muchas aleaciones no férreas, y especialmente el aluminio, tienden durante el mecanizado a adherirse a los filos de la herramienta, dando lugar a complejos problemas de mal corte de las herramientas y favoreciendo el desgaste de las mismas. En este caso una opción es la utilización de un sistema de lubricación/refrigeración basado en la inyección de aire a presión y pequeñas cantidades de aceite micropulverizado. Esta técnica se denomina MQL (Minimun Quantity of Lubricant).
El objetivo del trabajo es estudiar los fundamentos del mecanizado en seco y con mínima cantidad de lubricante. Se busca definir en detalle los mecanismos de difusión entre las herramientas de corte y los materiales de pieza, y de otros mecanismos de desgaste como son la adhesión, abrasión, y fatiga debido al choque térmico en aleaciones de aluminio.
De esta forma se generará un conocimiento real del comportamiento de las herramientas, así como la influencia de las condiciones de corte, velocidad, avance y profundidad, en los mecanismos de desgaste en el corte seco y con mínima cantidad de lubricante.
2. Experimental
Para la realización de los ensayos se ha utilizado un centro de Mecanizado de Alta Velocidad Kondia HS-1000 ( 25.000rpm, f: 10m/min), una plataforma dinamométrica y un equipo de medida del desgaste, adhesión e inclusiones de la herramienta.
También se han utilizado dos paquetes comerciales de simulación mediante elementos finitos: ADVANTEDGE y PAMFLOW.
3. Resultados y Discusión
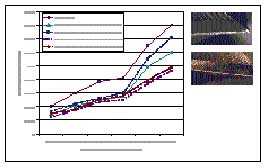
En la comparación del MQL con el fluido de corte convencional (taladrina) se observa cómo con el MQL se obtiene un desgaste menor. Este resultado es consecuencia de que a altas velocidades de giro el fluido de corte convencional no penetra en la zona de corte.
4. Conclusiones
Este proyecto pone de manifiesto, que la técnica de mecanizado en seco o con MQL resulta de gran interés, obteniéndose una disminución de los costes de mecanizado al reducir la cantidad de lubricante utilizado y al aumentar la vida de las herramientas.
5. Referencias
[1]F. Klocke, G. Eisenblätter, (1997) "Machinability Investigation of the Drilling Process Using Minimal Cooling Lubrication Techniques", Production Engineering,1997, Vol. IV / 1, p19-24
[2]Minekawa Hiroki, Inasaki Ichiro, 1998, Cutting with minimal quantity lubricant, Improving Machine Tool Perfomance, Vol.II., San Sebastián,1998