
El torneado de materiales duros mediante PCBN y la sustitución del rectificado por torneado
Las experiencias de ventas demuestran que los mecanizadores están cambiando los procesos de acabado, del rectificado al torneado con plaquitas de PCBN (Nitruro de Boro Cúbico Policristalino). Esta tendencia es muy común en la industria global de automoción y ha cambiado drásticamente los procesos tecnológicos de los fabricantes. Las plaquitas de PCBN para el torneado de acabado de piezas de materiales duros disminuyen el tiempo de producción y, como resultado, incrementan la productividad y la rentabilidad. El Grupo IMC, segundo fabricante mundial de herramientas de corte, y más concretamente Iscar ha desarrollado una amplia gama de productos PCBN.
En la escala de dureza el PCBN está justo a continuación del diamante sintético, por lo que es una material ideal para la fabricación de herramientas de corte. El Nitruro de Boro se caracteriza por su extremadamente elevado nivel de dureza, alrededor de 4500 HV, muy cercano al del diamante sintético. El PCBN tiene además una elevada conductividad térmica con muy buena estabilidad química a altas temperaturas. Estas cualidades permiten el mecanizado de materiales duros con elevados parámetros. El PCBN tiene también una excelente resistencia al desgaste que garantiza una duración de la herramienta significativamente mayor, permite cumplir con todos los requisitos relacionados con las tolerancias dimensionales y mantener un excelente nivel de acabado superficial.
1. Torneado de piezas de materiales duros
Cuando hablamos de piezas de materiales duros o tratados en proceso de endurecido nos referimos al torneado de materiales de baja maquinabilidad, como aceros templados con dureza de 45 a 68 HRc, súper aleaciones, ciertos metales sinterizados y las fundiciones gris y nodular, en estos últimos casos por su estructura en grafito. Para toda la industria global, las plaquitas PCBN en los materiales mencionados ya son la primera opción en muchos casos y con la ventaja añadida del torneado a gran velocidad.
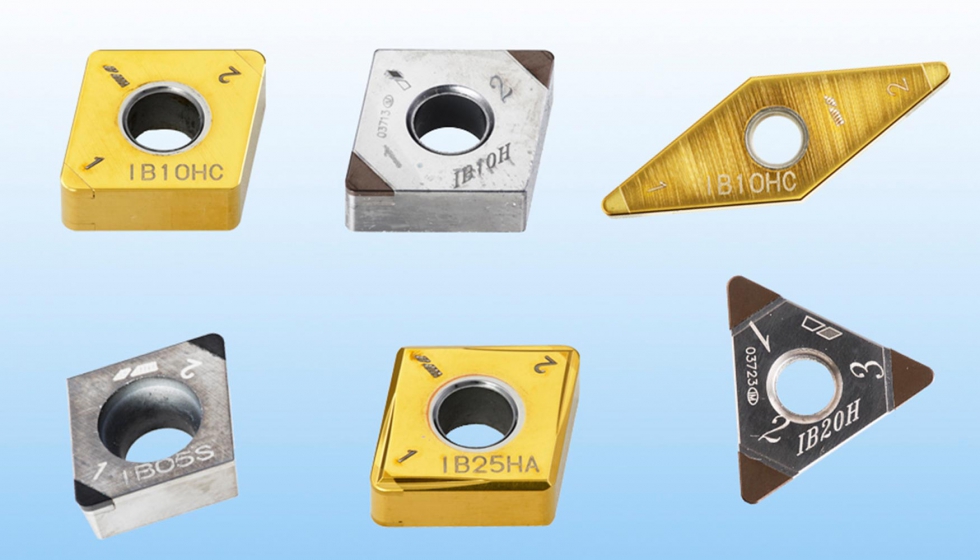
Entrando en detalle, cabe distinguir dos configuraciones principales:
PCBN con Base de Metal Duro La base es de metal duro, pudiendo tener puntas de CBN soldadas para operaciones generalmente de acabado, en las que nos centraremos.
PCBN Integral Para condiciones de mecanizado más agresivas.

De izq. a dcha.: Plaquita con punta PCBN. Plaquita con superficie PCBN. Plaquitas integrales de PCBN.
2. Controlar la viruta, un reto
Si se utilizan plaquitas clásicas de PCBN planas, sin rompevirutas, normalmente se producen virutas largas y sin control, los materiales templados o de baja maquinabilidad producen una viruta continua en forma de hilo/cinta con los consiguientes problemas de daños en la calidad superficial, enrollamientos, obstrucciones, incluso la interrupción del proceso de mecanizado junto a la posible peligrosidad de manejo. Una importante aportación de Iscar ha sido una nueva generación de plaquitas de PCBN con eficientes rompevirutas. Se denominan: HF para el acabado, en una gama de avances de 0,03 a 0,19 mm/rev y profundidades de 0,1 hasta 0,6 mm y HM para el semiacabado y acabado con avances de 0,05 a 0,20 mm/rev y profundidades de hasta 1 milímetro.

De izq. a dcha.: Detalle Rompevirutas HM. Forma Rompevirutas HF. Superficie plana, sin rompevirutas.
3. La precisión y la sustitución del rectificado
Tratándose de plaquitas de PCBN las de diseño de Iscar están totalmente rectificadas, por lo que el nivel de precisión dimensional y calidad superficial son muy elevadas. Una de las ventajas más importantes de utilizar PCBN es que sustituyen a las lentas y costosas operaciones de rectificado de piezas de materiales duros/templados, por lo que reduce espectacularmente el coste de la operación, eliminando una fase, evitando máquinas rectificadoras y con un significativo ahorro de tiempo de ejecución, incrementando la productividad y la rentabilidad.
La realidad constata que los usuarios, en aceros templados, están cambiando los procesos de acabado sustituyendo el rectificado por el torneado con plaquitas de PCBN. Esta tendencia es muy común en la industria de la automoción en general y ha cambiado drásticamente los procesos operatorios de los fabricantes. En otros sectores por ejemplo, como es la aeronáutica o la petrolera, el torneado con plaquitas de PCBN para el desbaste ligero o semiacabado reduce los tiempos entre 3 y 4 veces.
4. Las Calidades Iscar, criterios de aplicación
De la misma forma que en las plaquitas de metal duro se fabrican múltiples calidades y recubrimientos, la especialización también ha llegado al PCBN. Cada calidad ha sido específicamente desarrollada para lograr el óptimo rendimiento en un amplio espectro de aplicaciones, desde el mecanizado continuo hasta condiciones de corte de semi-desbaste o corte interrumpido; algo impensable hace pocos años. El desarrollo continuado de la tecnología ha alcanzado también a los recubrimientos del tipo PVD (Deposición Física en Fase de Vapor) para los PCBN incrementando aún más la vida del filo y la calidad superficial a obtener.
Es necesario detallar las características y sus aplicaciones, la ventaja del empleo de la calidad adecuada hará que el resultado sea excelente o presente resultados pobres si no se tiene en cuenta. Veremos que no es solamente disponer de plaquitas de PCBN sino de la calidad adecuada tal como hacemos comúnmente en las de metal duro.
4.1-Especificaciones de las calidades de PCBN para aceros templados
- IB50: Calidad sin recubrimiento que contiene un 50% de CBN (Nitruro de Boro Cúbico) de grano fino en un aglutinante especifico. Básica para operaciones de acabado en aceros templados a velocidades de corte de medias a elevadas en mecanizado continuo. Presenta una excelente resistencia al desgaste con una calidad superficial excelente.
- IB10H: Calidad sin recubrimiento que contiene un 53.5% de CBN con tamaño de grano súper fino en un aglutinante especial. Se utiliza para operaciones de acabado en aceros templados a velocidades de corte de medias a elevadas en mecanizado continuo o ligeramente interrumpido. Presenta una excelente resistencia al desgaste con una calidad superficial excelente.
- IB20H: Es ésta una calidad sin recubrimiento que contiene un 65% de CBN con grano de tamaño fino y medio en un aglutinante también especifico. Presentada como calidad general en operaciones de acabado en aceros templados a velocidades medias con condiciones de corte continuo a medio interrumpido. Ofrece un buen equilibrio entre resistencia al desgaste y a impactos.
- IB55: Calidad también sin recubrimiento que contiene un 60% de CBN con tamaño de grano fino en un aglutinante especial. Se recomienda para operaciones de acabado en aceros templados a velocidad de corte media a elevada en mecanizado continuo a medio interrumpido. Se caracteriza por una muy buena tenacidad con avances y profundidades de corte medios.
- IB10HC: Calidad recubierta PVD AlTiN que contiene un 53,5% de CBN con tamaño de grano súper fino en un aglutinante especial. Para operaciones de acabado en aceros templados a altas velocidades de corte en mecanizado continuo o ligeramente interrumpido. Presenta una excelente resistencia al desgaste y a la caracterización obteniendo una calidad superficial excelente.
- IB25HC: Otra calidad recubierta PVD AlTiN que contiene hasta un 75% de CBN de grano grueso en un aglutinante especial. Recomendada para operaciones de acabado en aceros templados a alta velocidad en condiciones de corte interrumpido de medio a pesado, con muy buena tenacidad y resistencia a los impactos.
- - IB25HA: Calidad también recubierta PVD AlTiN que contiene un 65% de CBN con grano de tamaño fino y medio en un aglutinante especifico. Se utiliza como calidad general en operaciones de acabado en aceros templados. En condiciones de corte continuo hasta interrumpido medio. Ofrece un buen equilibrio entre resistencia al desgaste y a impactos.
- Estas calidades están disponibles con los rompevirutas descritos anteriormente tipos HF y HM.
4.2- Especificaciones de las calidades de PCBN para fundición y aceros templados
- IB90: Calidad sin recubrimiento que contiene un 90% de CBN con grano de tamaño medio en un aglutinante especial. Recomendada para operaciones de acabado en fundición a altas velocidades y para aceros templados a velocidad media con condiciones de corte interrumpido pesado. Tiene una elevada tenacidad y resistencia a impactos.
- IB90A: Sin recubrimiento que contiene un 90% de CBN con grano grueso en un aglutinante especial. Utilizable en desbaste y mecanizado medio de piezas de fundición a alta velocidad. Excelente para corte interrumpido pesado, y recomendada para corte interrumpido en aceros templados. Tiene una elevada tenacidad y resistencia a impactos.
4.3-Especificaciones de las calidades de PCBN para súper aleaciones y metales sinterizados
- IB05S: Es una calidad sin recubrimiento que contiene un 95% de CBN, grano súper fino en un aglutinante adecuado. Presenta una muy elevada dureza y garantiza un excelente acabado superficial. Recomendada para mecanizado continuo de acabado en metales sinterizados a alta velocidad.
- IB10S: Calidad sin recubrimiento que contiene también un 95% de CBN de grano fino en un aglutinante especial. Utilizable en operaciones de acabado en metales sinterizados a alta velocidad, así como para asientos de válvulas y aleaciones de titanio, en condiciones de corte interrumpido ligero o continuo. Presenta una elevada dureza y resistencia al desgaste.

5. La importancia de la preparación del filo (honing)
La preparación de un filo de corte en las herramientas de nitruro de boro cúbico es muy importante. Los filos de corte no son tan tenaces como en el metal duro recubierto sino que presentan mayor fragilidad, aunque hoy en día la tenacidad alcanzada es ya muy notable. La alta temperatura que se alcanza en el torneado sobre aceros templados también recomienda evitar la degradación de un filo extremadamente vivo por lo que es necesario protegerlo y adecuarlo a la aplicación que se necesita. La idea principal es reforzar el filo de corte de la plaquita mediante un estrecho bisel en T negativo, seguido de una operación complementaria de un ligero redondeado (honing) de manera que presente un corte fiable y duradero.
Iscar recomienda las siguientes configuraciones disponibles como estándar:
5.1-Preparación de filo de corte aceros templados
- Bisel en T, bisel de 10°-15° y honing aplicado al chaflán para reforzar el filo de corte y garantizar que la plaquita resistirá el torneado en templado en condiciones de mecanizado continuo.
- Bisel en T bisel de 15°-25° y honing aplicado al chaflán como refuerzo del filo de corte. Es la primera opción de mecanizado general con plaquitas PCBN. Garantiza que la plaquita resistirá en templados condiciones de mecanizado continuo o interrumpido ligero.
- Bisel en T, bisel de 25°-35° y honing aplicado al chaflán, proporciona un filo de corte muy resistente y permite el mecanizado en condiciones inestables de corte interrumpido medio y pesado y corresponde a las calidades con estas características.
Son posibles filos de corte con honing pero sin bisel bajo demanda.
El honing en plaquitas de PCBN refuerza los filos de corte y los protege de grietas y roturas. También es una opción adecuada cuando las especificaciones de acabado superficial y tolerancias son muy exigentes. Las plaquitas de PCBN con honing se utilizan principalmente en mecanizado continuo. Es importante aplicar índices de avance adecuados cuando se substituya al rectificado para garantizar un corte eficiente y la rugosidad requerida.
5.2- Preparación de filo de corte de PCBN para fundición
- Bisel en T de 15°-25° sin honing, garantiza un filo de corte resistente y vivo, ideal para el mecanizado en fundición gris y nodular
5.3-Preparación de filo de corte de PCBN para súper aleaciones y metales sinterizados
- La preparación preferida es el bisel en T chaflán de 15-25° con honing de 0,01-0,02 mm. Esta es la opción más recomendada cuando se trata del mecanizado de súper aleaciones y metales sinterizados. La combinación de estos dos procesos en el filo de corte garantiza su óptima configuración para estos exclusivos materiales y plaquitas, soportando mucho mejor la fragmentación.
6. La economía al máximo
De manera convencional las plaquitas de PCBN presentan una pequeña lámina de este material soldada a un cuerpo tenaz de metal duro, tradicionalmente con un solo filo, siendo su coste relativamente elevado. Más tarde en plaquitas negativas de dos caras se introdujo la lámina en vertical cubriendo ambas caras, pero no siempre el resultado fue satisfactorio por cierta fragilidad en la sujeción a la plaquita base; al aproximarse al final de la vida de corte el incremento de presión podía llegar a desprender la lámina de CBN, sobre todo en impactos de corte interrumpido que sabemos que ya son posibles en la actualidad. Iscar ha innovado el diseño y la fabricación con la aplicación de 3 láminas en lugar de una en plaquitas positivas de una cara denominándolas con el sufijo M3 y de hasta ¡6 láminas! Con el sufijo M6 en las de doble cara, las más comunes. La economía en los costes es importante, una plaquita tipo M6 sustituye a 6 plaquitas de un filo con el coste de una sola base de metal duro frente a las seis convencionales.
Lógicamente es esta la primera recomendación de Iscar: Economizar desde el mismo momento del aprovisionamiento mediante plaquitas multi-filo en las aplicaciones de torneado en duro.






















 - Hyster & Yale")



