
Jec'97 pone de manifiesto el crecimiento de la transformación de composites
Ausencia del moldeo manual o por proyección
JEC97 pone de manifiesto el crecimiento de la transformación de composites
La simbiosis con Sampe inicia un cambio en las Jornadas Europeas de Composites
En su 32ª edición, las Jornadas que nacieron como una plataforma de conferencias en que se trataban los temas de interés de la industria de composites, con un grupo marginal de expositores, ha ido transformándose en el curso de los años en la primera Feria mundial del sector. Paralelamente, la ha disminuido el número e importancia de las conferencias propias de las JEC y, al celebrarse conjuntamente las mucho más numerosas de Sampe se ha llegado a la decisión de que las conferencias del próximo año serán únicamente las organizadas por esta sociedad.
La presencia reforzada de la Sociedad para el Avance de la Ingeniería de Materiales y Procesos (Sampe) puede representar cambios de importancia en la propia estructura de las Jornadas, en tanto que esta sociedad no sólo centra su atención en los composites, sino también en toda clase de materiales y procesos de transformación avanzados. Cuenta entre sus miembros a profesionales y sociedades de los campos de las cerámicas, aleaciones metálicas y otras, que tradicionalmente han dispuesto sus propios stands en las anteriores Conferencias anuales de Sampe, además de presentar sus propios trabajos en estos campos.
En consecuencia, puede suceder que las Jornadas amplíen su alcance y vayan incorporando a estos expositores, convirtiéndose en la más importante Feria europea de materiales avanzados.
Consolidación de la industria
En esta oportunidad se ha podido comprobar un fuerte crecimiento de la transformación de composites en todo el mundo. Esta industria ha sufrido históricamente retrocesos en su progreso porque parece ser más sensible que otras a los ciclos económicos. Una de las razones para ello es la baja inversión que se ha precisado para iniciar aventuras empresariales utilizando sistemas productivos de baja inversión. Este tipo de empresas poco capitalizadas es aún el predominante a nivel europeo, pero ya no es el mayoritario. Las aplicaciones de los procesos manuales están siendo sustituidas por otros como el prensado y, muy especialmente, por la inyección de resinas (RTM).
 Figura 1El moldeo por contacto es un proceso plenamente válido para la realización de equipos para la industria química o, como en este caso, la de unidades de gran tamaño. Se muestra el moldeo de una estructura de dragaminas con un equipo de impregnación automática multicapa de Matrasur (Cortesía DCN - Lorient)
Figura 1El moldeo por contacto es un proceso plenamente válido para la realización de equipos para la industria química o, como en este caso, la de unidades de gran tamaño. Se muestra el moldeo de una estructura de dragaminas con un equipo de impregnación automática multicapa de Matrasur (Cortesía DCN - Lorient)
Ya el pasado año citábamos la práctica ausencia de productos de moldeo manual o por proyección en el Salón; en éste, la ausencia ha sido casi absoluta. Esto es un indicativo de que la demanda de este tipo de productos sigue reduciéndose y que, como la oferta continúa existiendo, los precios se envilecen. Cabe preguntarse cómo puede producirse un incremento de la producción si se produce una regresión en las aplicaciones de uno de los métodos de transformación más utilizados.
 Figura 2Este mes se inaugurará en Kolding (Dinamarca) el primer puente peatonal europeo totalmente composite; los únicos materiales metálicos que han entrado en la construcción son los pernos de anclaje a la cimentación. Con una longitud de 40 metros, pesa la mitad de su equivalente en acero, su coste es menor y el mantenimiento, nulo. (Cortesía Owens Corning)
Figura 2Este mes se inaugurará en Kolding (Dinamarca) el primer puente peatonal europeo totalmente composite; los únicos materiales metálicos que han entrado en la construcción son los pernos de anclaje a la cimentación. Con una longitud de 40 metros, pesa la mitad de su equivalente en acero, su coste es menor y el mantenimiento, nulo. (Cortesía Owens Corning)
En este contexto, es especialmente esperanzador que exista un crecimiento importante de la demanda de materias primas en el primer trimestre de 1997, comparable sólo al que se produjo en el mismo período del pasado año para la reposición de stocks después de la carestía de materias del 1995. En la actualidad se dispone de un amplio exceso de la capacidad productiva de fibras que, si no existiera, sería un factor limitativo del crecimiento. Esperemos que no se produzcan nuevas distorsiones en los precios y disponibilidad de las materias, especialmente de los monómeros, que podrían poner cortapisas a este progreso.
La presencia española en las JEC97
En las Conferencias de las JEC, a diferencia de otros años, no se ha presentado ninguna ponencia de autor español y cabe señalar que el número de ponencias ha sido muy reducido, de sólo 20 presentaciones. Por el contrario, en la simultánea Conferencia de Sampe se han presentado, además de las numerosas de estudiantes, 67 ponencias profesionales, entre las que podemos destacar la de J. M0 Pintado y la de J. G. Carrión del Inta, la de un grupo de 5 profesores de la Universidad de Girona y de Pere Pagés de la UPC de Terrassa y, en las Conferencias de estudiantes, la de S. Díaz Carrillo de la ETSI Aeronáuticos.
Corroborando lo indicado arriba respecto al alcance de los intereses de Sampe, debe hacerse notar que de las 67 ponencias, 20 (30%) hacían referencia a materias distintas de los composites, tales como aleaciones metálicas, electrónica, materiales termoplásticos avanzados, materiales ablativos y otras.
Este ha sido el año con mayor presencia de empresas españolas desde el inicio de las JEC. Ya no ha sido como, en otras ocasiones, Astar la única en hacer patente su voluntad exportadora basada en el cada vez más amplio reconocimiento de la calidad de sus productos. Inasmetha animado a un grupo de industriales vascos a presentarse también en las JECde este año.
Además de la propia Inasmet, estaban presentes Elequicon productos prensados y la oferta de servicios de su participada Lehoiko Biotz; la nueva ingeniería Prointecpromovida por Inasmety Ramón Candelas que hacía su presentación internacional; Mariskoneque progresa a pasos agigantados en el moldeo por RTM; Dismodel con servicios de simulación de proceso, construcción de modelos y moldes, corte laser y prototipado; Alaique ofrece la subcontratación de moldeo pero con un porcentaje creciente de producto propio, y Jareñocon sistemas de construcción.
Esperemos que el ejemplo cunda y en la próxima edición de las Jornadas aumente la presencia de las empresas españolas, al tiempo que los técnicos y profesionales del sector se animen a proponer sus ponencias para las próximas Conferencias de Sampeen esta manifestación. En www.plastunivers.compodrá encontrarse información a este respecto.
Un año de novedades técnicas importantes
Con una lentitud que ha caracterizado su progreso a lo largo de los años, van apareciendo novedades técnicas que se han hecho posibles por el progreso de los materiales y procesos, y que van creando nichos propios para el material en las aplicaciones industriales. Los composites van dejando de ser materiales obligatorios solamente para las aplicaciones high-tech para ocupar su propio espacio en las aplicaciones civiles.
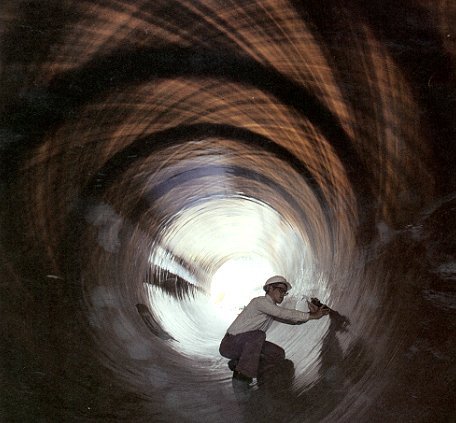 Figura 3La tecnología de bobinado (filament winding) hace posible grandes velocidades de transformación; cuando se trata de grandes diametros como el de la ilustración se llega a ritmos cercanos a los 750 kg/hora, produciendo unidades de más de 200 m² de superficie (foto McLean Anderson)
Figura 3La tecnología de bobinado (filament winding) hace posible grandes velocidades de transformación; cuando se trata de grandes diametros como el de la ilustración se llega a ritmos cercanos a los 750 kg/hora, produciendo unidades de más de 200 m² de superficie (foto McLean Anderson)
Un ejemplo es el sistema constructivo autoportante SCRIMP presentado por TPI en el stand de Baltek. Se trata de un procedimiento de moldeo sandwich bajo saco de vacío en el que se prepara la totalidad del refuerzo y núcleo antes de la inyección ("infusión bajo vacío") de la resina que impregna la totalidad del refuerzo de ambas facies utilizando como paso hacia la capa externa los resquicios del material contourcore de balsa que constituye el núcleo. El resultado es una pieza monocasco de grandes dimensiones que no necesita apoyo estructural adicional. Con el proceso se construyen ya embarcaciones de 16 metros de eslora de una sola pieza y en una sola operación. En el stand mencionado se presentaba un frontal de autobús extraligero, con un perfecto acabado, para el que no se preveía estructura metálica de soporte.
El origen de esta tecnología fue la necesidad de reducir las emisiones de estireno del astillero de TPI, que no sólo se redujeron sino que se eliminaron con la única excepción de la aplicación de gel-coat. La misma preocupación ecológica ha llevado a Venus Gusmer, representada en España por Comint, a desarrollar su tecnología flow chop de proyección que permite la incorporación de fibra cortada, voluminizada para su mejor impregnación, dentro de una corriente de resina que se proyecta con atomización reducida. Esto reduce drásticamente las emisiones de estireno características del proceso, al tiempo que mejora la impregnación de la fibra.
Una tercera realización significativa es un tramo de vagón ferroviario realizado por Bretagne Compositea escala 1:1 de 2,85 m de altura por 2,4 m de ancho. Se trata de una estructura sandwichautoportante realizada por bobinado (filament winding) que integra el tratamiento de los problemas de aislamiento térmico y acústico, de ligereza al carecer de estructura metálica, de clasificación al fuego y de coste en gracia a la economía del procedimiento de bobinado en vidrio-epoxi. Los responsables de la empresa han entrado en contacto con Talgo, que consideran puede ser uno de los beneficiarios del sistema, al tiempo que Owens Corning ha mostrado interés en asociarse a esta realización técnica, lo que avala su nivel de calidad.
El interés de la tecnología sandwichha llevado a uno de los grupos de Shella desarrollar un nuevo núcleo constituído por perfiles pultrusionados con un sistema de ensamblado que los hace adecuados para adaptarse a cualquier superficie al tiempo que son incompresibles. Realizado por GDP, este núcleo mejora la cohesión con las facies al tratarse del mismo material y disponer de una mayor superficie de contacto entre ambos, con la capacidad de detener las fisuras después de un choque y un precio competitivo.
Se han producido dos novedades técnicas importantes en el campo de las fibras de refuerzo. Por una parte, DuPont ha presentado la fibra Kevlar 7 49"HS"que es la primera de una nueva generación desarrollada específicamente para aplicaciones de alto rendimiento. Con un módulo elevado, la nueva fibra posee una resistencia a la rotura superior en un 25% a la estándar Kevlar 49 y se anuncian nuevos desarrollos a corto plazo. Por otra parte, Owens Corningha presentado la fibra Advantex7producida con una nueva formulación del vidrio, libre de boro, que combina la resistencia mecánica y eléctrica del vidrio E con la resistencia térmica y química de los vidrios E-CR, abriendo un amplio campo para nuevas aplicaciones.
 Figura 4Airbus confía en las estructuras composite para elementos vitales de sus aviones A 310 y A 320: en la foto, la estructura de la deriva construída con fibras de carbono que permite un ahorro importante de peso respecto a la construcción en aluminio, además de permitir incorporar sensores que detectan en vuelo cualquier posible daño (foto Torayca)
Figura 4Airbus confía en las estructuras composite para elementos vitales de sus aviones A 310 y A 320: en la foto, la estructura de la deriva construída con fibras de carbono que permite un ahorro importante de peso respecto a la construcción en aluminio, además de permitir incorporar sensores que detectan en vuelo cualquier posible daño (foto Torayca) Finalmente, la realización más espectacular del año no podía estar en la Feria al tratarse de una obra civil en construcción. Se trata del primer puente peatonal europeo integralmente composite sobre una línea ferroviaria en Dinamarca, con 40 m de longitud y 3 m de ancho útil, capaz para soportar hasta 5 T, en el que se han utilizado 15 tipos de perfiles y diversos paneles prensados. El peso total es de sólo 10 T, menos de la mitad de una construcción similar en acero y su coste inicial ha sido menor, además de que no requerirá otro mantenimiento que el cosmético durante su vida útil. La obra ha reunido como sponsorsa la ingeniaría Rambol, al fabricante de perfiles Fiberite, al de resinas Jotun, al de fibras Owens Corningy a la ciudad de Kolding.
Estas novedades técnicas tienen un rasgo común; sitúan a las aplicaciones del material a niveles netamente diferenciados de los de otros materiales.
Todo el mundo apuesta por el RTM
Una de las constantes en la Feria ha sido la cantidad de presentaciones de materiales, procesos y sistemas de cálculo dedicados específicamente a la tecnología de moldeo por transferencia de resina. Esta técnica, que supera en características estructurales al moldeo de complejos SMC y que permite la fabricación de grandes piezas con una excelente calidad de acabado y baja densidad, está configurándose como un paso adelante para el uso del material en nuevos campos de aplicación. En consecuencia, cada vez son más los suministradores que ofrecen productos específicos para este tipo de transformación. Algunas nuevas aportaciones son las siguientes:
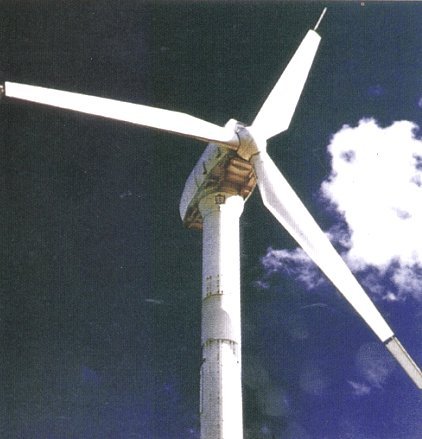 Figura 5Los composites son un buen socio para la industria de energías renovables. Tanto las aplicaciones que deben trabajar en ambientes corrosivos como las que sufren importantes solicitaciones mecánicas, como las palas de aerogenerador aprovechan plenamente las características del material (foto Inasmet)
Figura 5Los composites son un buen socio para la industria de energías renovables. Tanto las aplicaciones que deben trabajar en ambientes corrosivos como las que sufren importantes solicitaciones mecánicas, como las palas de aerogenerador aprovechan plenamente las características del material (foto Inasmet)
Elf Atochem presentó su gama de estirenos catalíticos reactivos especialmente adaptados para el moldeo por RTM;
B & K resins presentó la gama de sistemas de resinas fenólicas adaptadas a las tecnicas RTM;
Syncoglas expuso el refuerzo Multimat 100% vidrio, deformable, que da espesores hasta 6 mm, diseñado para RTM;
Chomarat ha aumentado la gama de sus Rovicore para aplicaciones RTM;
Eurocarbon BV expuso en su stand preformas para RTM fabricadas por un procedimiento semitubular;
Plastech Thermoset Tectonics demostró un equipo de RTM totalmente automático y dos moldes de mando automático para la fabricación de piezas distintas con la nueva Megaject con dos cabezales de inyección;
Venus Gusmer añadía a los conocidos Hidrajectors el RAM, un equipo de inyección para RTM con bombas hidráulicas para la inyección de las resinas;
Landec ha desarrollado sus promotores Intelimer 6050 para el control fino de la viscosidad y temperaturas de reacción de resinas para RTM;
New Met presentó las preformas CTC para moldeo RTM;
 Figura 6El moldeo por centrifugación permite obtener cuerpos cilíndricos de grandes dimensiones con una mínima dependencia de la mano de obra y cualidades mecánicas consistentes. Los tanques producidos por esta técnica se utilizan tanto para almacenar líquidos como sólidos pulverulentos, (foto Hermex)
Figura 6El moldeo por centrifugación permite obtener cuerpos cilíndricos de grandes dimensiones con una mínima dependencia de la mano de obra y cualidades mecánicas consistentes. Los tanques producidos por esta técnica se utilizan tanto para almacenar líquidos como sólidos pulverulentos, (foto Hermex)
Wolfangel ofrece un servicio completo de RTM que incluye la planificación de la producción, el entrenamiento del personal, la construcción de moldes, las máquinas y los accesorios;
Aerospatiale ha iniciado la aplicación de su técnica de ionización para el endurecimiento de piezas RTM, para la que ha desarrollado tejidos 2.5 D específicos.
A todos ellos se unen la mayoría de los fabricantes de maquinaria, fibras y resinas y los diseñadores de programas informáticos que han desarrollado con anterioridad propuestas específicas para este sistema de transformación.
Otros centros de interés
Las JEC fueron el escenario para la presentación de la nueva sociedad 60-40 DSM-Basf Structural Resins, que se constituye como el primer fabricante europeo y 41 del mundo de resinas UP y viniléster. El objeto anunciado de esta asociación es promover la reestructuración de toda la industria europea de resinas estructurales, afectada por tasas de sobrecapacidad y subutilización de las instalaciones.
DSM Compounds presentó los compuestos CMC (Continuous Moulding Compounds) Fortek7. Se trata de una propuesta para unir las ventajas de los compuestos BMC en granel y los SMC en lámina que abre nuevas posibilidades a la industria de prensado automatizado.
Vetrotex ha conseguido hacer entrar a sus composites termoplásticos Twintex7 en la producción industrial con resultados notables, por lo que ha establecido una instalación en Wichita Falls (Texas) para producir inicialmente 4.000 T/año. El material, plenamente reciclable, está disponible ya en forma de rovings, tejidos y láminas y presenta una excepcional resistencia al impacto. El material es el primer composite aprobado por General Motors para el exigente uso en vehículos de fuera de carretera.
Aerospatiale continúa el desarrollo de sus técnicas de polimerización entre las que destaca el sistema de curado por haz de electrones que, sin calentamniento apreciable del estratificado, reduce el tiempo de curado a una décima parte sobre los sistemas de aporte térmico. Está colaborando con productores franceses para desarrollar tipos de resinas especialmente adecuados para este proceso, por lo que es posible que, a corto plazo, esta técnica esté disponible para los transformadores.
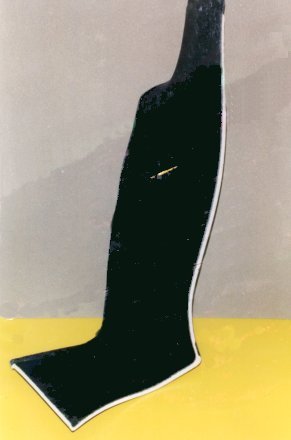 Figura 7Una primera asociación de los materiales GMT (termoplásticos reforzados con fibra contínua) con núcleos espumados la han obtenido conjuntamente Symalit, que ha aportado el slimtec de matriz polipropileno para las facies y Alusuisse Airex que ha incorporado el núcleo Kapex para el desarrollo de este casco de asiento (foto Alusuisse)
Figura 7Una primera asociación de los materiales GMT (termoplásticos reforzados con fibra contínua) con núcleos espumados la han obtenido conjuntamente Symalit, que ha aportado el slimtec de matriz polipropileno para las facies y Alusuisse Airex que ha incorporado el núcleo Kapex para el desarrollo de este casco de asiento (foto Alusuisse)
Bayer presentó su poliuretano rígido con carga mineral Baytec RT de nueva generación que propone como una alternativa para las técnicas clásicas de moldeo por contacto. El material se deposita por proyección de dos componentes sobre cualquiera de los tipos de molde utilizados en estas técnicas y endurece sin aporte térmico en 15 minutos, permitiendo obtener de 4 a 5 piezas por hora. Además de una buena resistencia química, su resistencia mecánica puede ser suficiente para muchas aplicaciones.
Axson presentó sus últimos preimpregnados; el Outipreg HX 42R para la realización de utillajes y el E 644 para el moldeo de piezas de exigencias importantes. Se caracterizan por la capacidad de polimerizar a baja temperatura (7 h a 601 C) o con gran rapidez (6 minutos a 1101 C) con una buena resistencia térmica después del endurecimiento.
3M ha puesto el énfasis en esta ocasión en el desarrollo de aplicaciones de las microesferas y microbolas de vidrio Scotchlite, para lo que ha creado el equipo Aditivos Especiales que tiene por misión colaborar con los transformadores para optimizar el uso de este concepto de carga aligerante en los sectores de ingeniería, construcción y equipamiento.
Una propuesta curiosa es la presentada por Haase; se trata de tanques plegables en composite con capacidades de hasta 11.500 litros que tienen la aprobación de la autoridad alemana para el almacenaje de fuel-oil. Diseñados para instalarlos con facilidad en bodegas o locales de difícil acceso, están provistos de doble pared, entre las que hay instalado un sensor de fugas, son transparentes y totalmente estancos.
¿En el buen camino?
Los materiales composite parecían predestinados a competir con los metales en muchos campo de aplicación, aportando su ligereza de peso, sus cualidades mecánicas y su ausencia de corrosión. Durante 40 años esto no ha sido posible con la excepción de los casos en que el coste tuviera una importancia secundaria en relación con las características necesarias, principalmente porque la industria ha desarrollado pocos métodos de transformación que pudieran hacerla más competitiva en las aplicaciones civiles.
Se ha intentado extender los pocos procesos industriales disponibles (SMC, BMC), que tienen nichos de aplicación en los que son imbatibles, a campos en los que podían ser desplazados por termoplásticos de ingeniería a medida que progresasen las características mecánicas de éstos. Esto se ha producido ya, sin que hasta ahora se hubiese generalizado el uso de métodos de transformación que elevasen el listón de las características a donde los termoplásticos inyectados no pueden llegar.
El uso del RTM es un primer paso en la dirección correcta, que será seguido por la adopción de sistemas en que cada vez sea más reducido el porcentaje de coste no representado por las materias primeras; en otras palabras, procesos con mayor productividad. Algunos de estos sistemas existen ya y otros podrán crearse a medida que vaya abriéndose un mercado específico para el material.
 Figura 8Una aplicación del material en que se aprovecha tanto su resistencia mecánica como a la corrosión son las esclusas de canales realizadas tanto las facies como la estructura interna en composites fibra de vidrio-viniléster (foto DCN Lorient)
Figura 8Una aplicación del material en que se aprovecha tanto su resistencia mecánica como a la corrosión son las esclusas de canales realizadas tanto las facies como la estructura interna en composites fibra de vidrio-viniléster (foto DCN Lorient)
Por otra parte, los composites termoplásticos reforzados con fibra contínua ofrecen también características mecánicas excepcionales, unidas a su posibilidad de reciclado. Se trata de materiales jóvenes y con un mercado aún reducido debido a un coste relativamente elevado, que podrá reducirse a medida que aumente su campo de aplicación.
El moldeo por contacto ha cumplido durante muchos años funciones que no le correspondían, como la realización de series limitadas de las que inevitablemente resultaba desplazado si la aplicación tenía éxito comercial. Insustituíble en determinados campos y una excelente escuela de manejo de las resinas y aditivos, puede reemplazarse ahora por sistemas de moldeo que pueden ser asumidos a un coste accesible por los transformadores.
Se ha constatado que el mercado norteamericano es con mucho, al igual que en años anteriores, el principal responsable del incremento de la producción registrado en el inicio de este año. Si a principios de esta década Europa tenía producciones equiparables, en la actualidad su mercado es de casi la mitad. Los argumentos que nos han expuesto para justificar esta diferencia no nos parecen convincentes, y quizá sea necesario esperar al año próximo para que las incertidumbres de la economía europea dejen paso a un desarrollo industrial comparable.
| Existe un crecimiento importante de la demanda de materias primas en el primer trimestre de 1997, comparable sólo al que se produjo en el mismo período del pasado año para la reposición de stocks después de la carestía de materias del 1995. | Este ha sido el año con mayor presencia de empresas españolas desde el inicio de las JEC. Ya no ha sido Astar la única en hacer patente su voluntad exportadora sino que Inasmet ha animado a un grupo de industriales vascos a presentarse también | Con el proceso SCRIMP de infusión de resina bajo vacío se construyen ya embarcaciones de 16 metros de eslora de una sola pieza y en una sola operación, sin emisión alguna de estireno | La realización más espectacular del año es el primer puente peatonal europeo integralmente composite sobre una línea ferroviaria en Dinamarca, con 40 m de longitud y 3 m de ancho útil, capaz para soportar hasta 5 T | Una de las constantes en la Feria ha sido la cantidad de presentaciones de materiales, procesos y sistemas de cálculo dedicados específicamente a la tecnología de moldeo por transferencia de resina (RTM) | Vetrotex ha conseguido hacer entrar a sus composites termoplásticos Twintex7 en la producción industrial con resultados notables, por lo que ha establecido una instalación en Wichita Falls (Texas) para producir inicialmente 4.000 T/año. |




















