Estudio del efecto del método de realización de la entalla en el avance de la corrosión tras el ensayo de envejecimiento cíclico acelerado de laboratorio
En el proceso de homologación de un recubrimiento anticorrosivo, la evaluación del avance de la corrosión desde un defecto creado intencionadamente (entalla) es un parámetro crítico tras un envejecimiento acelerado. Las normas internacionales, incluyendo ISO 12944, NORSOK, VGB, entre otras, establecen especificaciones precisas para el avance de la corrosión, basándose en la categoría de corrosividad y la durabilidad requerida. Sin embargo, pequeñas variaciones en la metodología del ensayo pueden influir significativamente en los resultados, afectando la posibilidad de homologar un recubrimiento para una aplicación específica. En este estudio, con el objetivo de identificar posibles discrepancias en los procedimientos de realización de la entalla, se lleva a cabo un comparativa entre dos laboratorios que hacen la entalla con herramientas diferentes y a profundidades diferentes y tras el envejecimiento cíclico indicado en la norma ISO 12944-9.

Introducción y trabajos previos

 y posición de la entalla")
Una variación de menos de 1 mm en la medición de ese avance de la corrosión puede determinar si se homologa o no un recubrimiento para una aplicación específica, lo cual puede tener un impacto relevante para los fabricantes de pintura. A continuación, se muestra la especificación para este parámetro en la ISO 12944, donde se puede ver que para el envejecimiento menos exigente, que es la niebla salina, solo se permite que la corrosión avance en 1.5 m

Hay publicaciones científicas previas cuyo objetivo es complementario al de este artículo, en demostrar qué parámetros que intervienen en el procedimiento de hacer la entalla tienen influencia en los resultados.
Yasuda [1] et al., en 2001 ya investigaron el efecto de la anchura y la geometría de la entalla (U-shape vs V-shape). La conclusión de este estudio fue que la anchura tenía una influencia mínima y que en la entalla tipo U-shape, la corrosión comenzaba a apreciarse antes que en las probetas con entalla V-Shape.
Roper [2] et al. en 2005 y posteriormente Draper [3] et al. en 2022 publicaron estudios muy interesantes sobre la influencia que tiene la densidad de picos en la preparación de superficie en el avance de corrosión en la entalla y en los resultados de adherencia. Los resultados de la investigación muestran que la densidad de picos es inversamente proporcional al avance de corrosión en la entalla y la adherencia. Cuanto mayor es la densidad de picos, más adherencia tiene el recubrimiento y menos avanza la corrosión a partir de la entalla. Esto se cumple hasta un valor umbral de densidad de picos a partir del cual el recubrimiento no logra cubrir bien todos los valles lo que resulta en una disminución en el valor de adherencia y, por ende, un aumento en la corrosión.
 y adherencia pull-off (dcha)")
Figura 3. Correlación entre la corrosión en la entalla y conteo de picos(izda) y adherencia pull-off (dcha).
En la conferencia anual de AMMP de 2022, Specht [4] y sus colaboradores presentaron un estudio que exploraba la influencia de la orientación y la localización de la entalla en el ensayo de niebla salina para recubrimientos de epoxi y poliuretano. Según los hallazgos publicados, no se encontraron diferencias significativas, desde el punto de vista estadístico, ni en función del tipo de recubrimiento ni en relación con la orientación de la entalla.

Figura 4. Entalla realizada en diferentes zonas de la probeta y con diferentes orientaciones.
A pesar del esfuerzo a nivel globa de estandarizar todos los parámetros relacionados con los ensayos de homologación, es evidente que estos ensayos presentan una alta variabilidad. Por lo tanto, es de suma importancia comprender a fondo el efecto que cada parámetro tiene y entender los mecanismos de corrosión y degradación que se producen. Parece que el tipo de entalla o incisión aplicada a las muestras puede tener un impacto en los resultados de los ensayos, dado que aún existen parámetros de la incisión que no han sido completamente definidos en las normas y procedimientos. En este estudio, nos centramos en el efecto que tiene el procedimiento de realización de la entalla y realizamos una comparativa entre dos laboratorios tras someter muestras de ensayo a un envejecimiento artificial acelerado.
Metodología para el estudio del efecto del procedimiento de hacer la entalla:

Tabla 2. Características de los sistemas estudiadas.
Ambos laboratorios cumplen los requerimientos de la norma ISO 12944 para la realización de la entalla. La herramienta en ambos casos es una broca de contacto que se hace girar para perforar el recubrimiento y llegar hasta el sustrato. La diferencia consiste en lo siguiente: Método 1 (Lab 1) utiliza un equipo semi-automático en el que la fuerza vertical que ejerce la broca se controlaba manualmente. Método 2 y el (Lab 2) utilizaba un equipo completamente automático en el que se fija la profundidad de penetración de la broca y se van haciendo varias pasadas hasta conseguir el nivel de penetración deseado. El indicador de referencia fue que el sustrato se ve bien a lo largo de toda la entalla. Hay que indicar también que la profundidad de la entalla era mayor en las probetas que se hicieron en el Laboratorio 2.
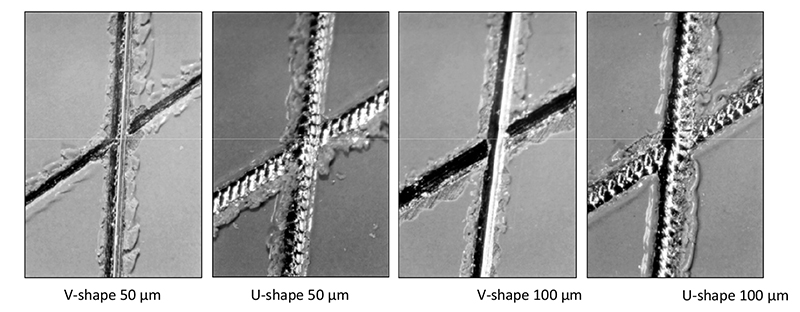
En la Figura 5 se puede apreciar fotografías e imagen al microscopio correspondiente de los dos tipos de entallas provocada por ambos laboratorios:
 y micrografías con un aumento de x10 (B)")
Figura 5. Fotografías de los dos tipos de entallas (A) y micrografías con un aumento de x10 (B).
En las fotografías, se observa que en la entalla realizada por el Laboratorio 1, aún se aprecia la presencia de imprimación, y la superficie de acero expuesta es menor en comparación con la entalla realizada por el Laboratorio 2. Será interesante evaluar el impacto de estas diferencias en los resultados obtenidos, por esta razón los dos sistemas se someten juntos a 4.200 horas de envejecimiento cíclico de acuerdo a la ISO 12944-9. Tras el envejeciemnto se evalúa el avance de la corrosión en la entalla de acuerdo con ISO 12944-6/9.
Resultados

Tabla 3. Resultados de avance de corrosión en la entalla en sistema 1.

Tabla 4. Resultados de avance de corrosión en la entalla en sistema 2.

Figura 6. Aspecto de las entallas evaluadas de sistema 1 tras el envejecimiento cíclico de 4.200 h de acuerdo a ISO 12944-9 (arriba entalls hechas en laboratorio 1, abajo entallas hechas en laboratorio 2).

La Figura 8 representa todos los resultados obtenidos del avance de la corrosión en función del laboratorio y el método de hacer la entalla.

Figura 8. Avance de la corrosión en la entalla en función del método para realizar la misma.
Discusión
Los resultados obtenidos presentan una tendencia inesperada. Inicialmente, se anticipaba que la herramienta que dejara una mayor área y mayor profundidad del acero al descubierto experimentaría un mayor avance de corrosión. Esto se basaba en la suposición de que una mayor superficie expuesta a los electrolitos corrosivos en las cámaras de envejecimiento conduciría a un avance más rápido de la corrosión. Sin embargo, a pesar de la dispersión en los datos y la falta de diferencias estadísticamente significativas, al analizar conjuntamente los resultados de todas las probetas para ambos sistemas, se observa una sutil tendencia: a mayor profundidad de la entalla, menor es el avance de la corrosión.
Tecnalia está llevando a cabo una ampliación de este estudio para profundizar en el efecto de la profundidad de la entalla y su impacto en sistemas de pintura de diferente naturaleza química y bajo otros ciclos de envejecimiento. Los resultados preliminares analizados confirman está tendencia.
Conclusiones
Para reflexionar: ¿Pueden dos laboratorios acreditados, que sigan estrictamente la norma de ensayo, obtener resultados diferentes para un mismo sistema?
Bibliografía:
[1] H.K. Yasuda, C.M. Reddy, Q.S. Yu, J.E. Deffeyes, G.P. Bierwagen, and L. He. Corrosion Sci. (2001).
[2] H. Roper, R. Weaver, R., Brandon, J. 2005. The Effect of Peak Count of Surface Roughness on Coating Performance. Journal of Protective Coatings and Linings, June 2005.
[3] Draper et al. Effect of Steel Surface Profile Peak Density on Rust Creepage. AMPP Annual Conference; San Antonio, Texas, March 2022; p. No 17584.
[4] Specht, S. et al. Understanding the Effect of Scribe Method on Variability in Accelerated Corrosion Test Results. AMPP Annual Conference; San Antonio, Texas, March 2022; p. No 17897.




")





