
Programa para refrigerar un molde
Diseño de moldes para inyección (VI)
TIIP-COOL (I). UN PROGRAMA CAE PARA LA DEFINICIÓN DEL SISTEMA DE REFRIGERACIÓN DE UN MOLDE
1. Introducción
En el presente artículo se describe el programa TIIP-Cool, de tipo CAE, para la definición del sistema de refrigeración de un molde. Este programa, desarrollado por el Taller de Inyección de la Industria de los Plásticos (TIIP), determina los conceptos del sistema refrigerador a aplicar, las dimensiones de este sistema, la posición relativa a la pieza, los parámetros a programar para el refrigerante, el tiempo de refrigeración y la calidad de la pieza inyectada. Con estos parámetros se puede determinar la productividad del molde a través del conocimiento del tiempo de ciclo y asegurar la calidad dimensional necesaria para el componente a través de una refrigeración uniforme.
2. Descripción física del programa
Una vez que termina el proceso de llenado de la cavidad del molde y el plástico pasa a una situación casi estática, el proceso más relevante que sucede en el molde es el de refrigeración. Es decir, el de evacuación del calor desde el polímero hasta el líquido atemperador.
Con qué eficiencia se evacúa ese calor y cómo afecta a diferentes aspectos del componente inyectado depende, fundamentalmente, del diseño que se realice del sistema de refrigeración del molde. Sin embargo, sólo con un diseño correcto se consigue optimizar el componente desde el punto de vista de productividad máxima o ciclo mínimo, aspecto estético superficial, formas exactas sin alabeos y mínimas tensiones residuales.
Con el fin de obtener unos resultados óptimos en todos estos aspectos mencionados es necesario aplicar tres criterios básicos. El primero es que para cada polímero existe una temperatura recomendada de pared de molde que minimiza las tensiones residuales, optimiza el nivel de cristalinidad y consigue un buen aspecto estético. Por tanto, el molde no puede estar tan frío como se desee desde el punto de vista de la productividad.
El segundo criterio es que la refrigeración debe ser uniforme en la superficie de la cavidad para evitar que se contraigan de manera diferente algunas partes de la pieza. Además, el tiempo de refrigeración vendrá dado por el que necesiten las partes más gruesas y las que estén peor refrigeradas.
El tercer criterio es que el tiempo de refrigeración solo es óptimo si la pieza no se alabea, con lo que es necesario que exista un equilibrio en temperaturas entre las caras macho y hembra del molde.
Teniendo en cuenta estos tres criterios, el flujo de trabajo del programa que aquí se presenta es como el que se presenta en el diagrama de funcionamiento de la página siguiente.
3. Entrada de datos
En primer lugar, deben caracterizarse los materiales que intervienen durante el proceso de refrigeración. Estos materiales son el polímero, el molde y el refrigerante, que se caracterizan por medio de su conductividad, calor específico y densidad.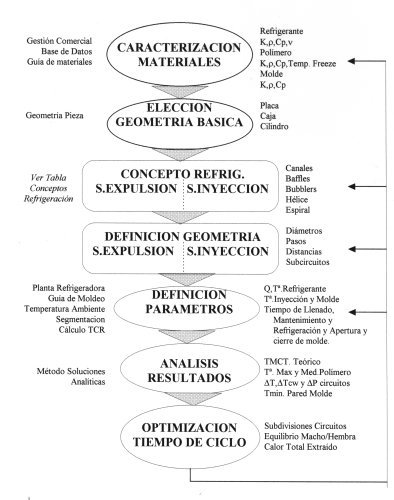 Figura 1 Diagrama funcional
Figura 1 Diagrama funcional
Estos parámetros se encuentran en cualquier base de datos, si bien el programa cuenta con una amplia base de datos en la que se refieren, además, datos como la temperatura de solidificación del plástico y la viscosidad cinemática del refrigerante.
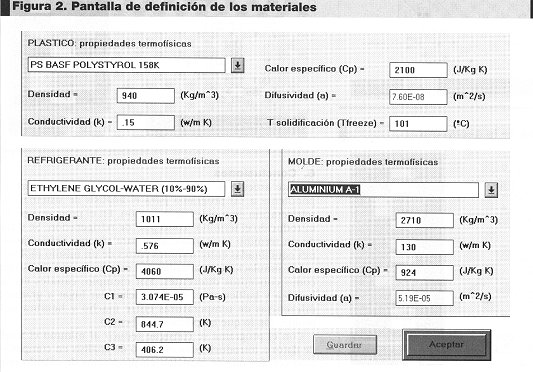
La sencillez y rapidez de manejo de la base de datos es clave en este programa. En la pantalla que presenta el programa basta indicar los datos o seleccionar el material desde alguna de las cortinas desplegables de la pantalla.Todo ello sólo con el ratón. Figura 2 Pantalla de definición de los materiales
Figura 2 Pantalla de definición de los materiales
Se introducen en la base de datos los materiales que intervienen en el proceso de refrigeración: el polímero, el molde y el refrigerante
Por otro lado, es necesario asociar la geometría de la cavidad a inyectar con alguna de las tres geometrías básicas con que trabaja el programa: caja, placa y cilindro (simplificable a un disco). Aparte de las dimensiones básicas, debe reflejarse qué porcentaje de área representan los agujeros, dado que puede significar un importante volumen de calor que no es necesario extraer.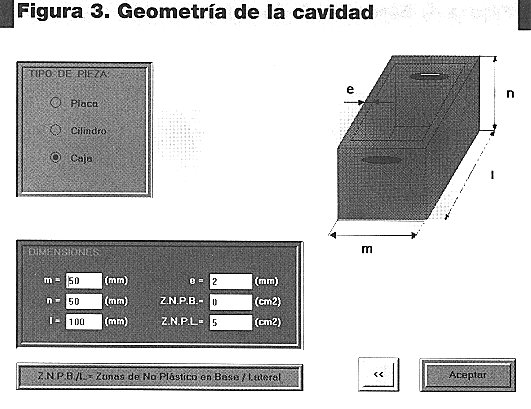 Figura 3 Geometría de la cavidad
Figura 3 Geometría de la cavidad
El programa trabaja con tres geometrías de la cavidad básicas. caja, placa y cilindro.
4. Elección del concepto de refrigeración
Un planteamiento general de cómo se va a refrigerar la cavidad es tan necesario como eficaz.
A este respecto, el programa plantea la posibilidad de aplicar diferentes "conceptos" de refrigeración a cada una de las geometrías con que trabaja. Estas geometrías se resumen en la tabla 1.
El programa plantea la posibilidad de aplicar diferentes conceptos de refrigeración a cada una de las geometrías con que trabaja.
Para decidirse por uno u otro sistema, el diseñador cuenta con toda la ayuda del entorno gráfico con que trabaja. En la figura 4 se puede ver cómo se elije, para una caja, entre dos posibilidades distintas.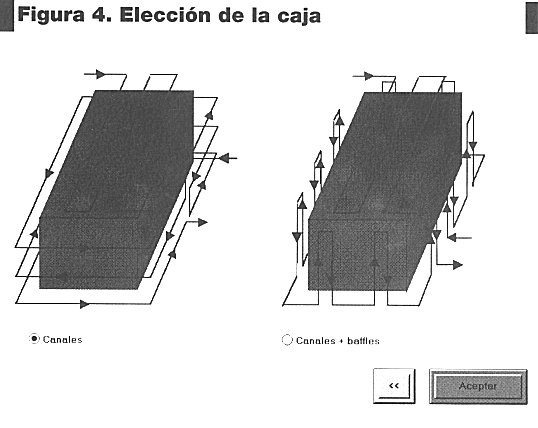 Figura 4 Elección de la caja
Figura 4 Elección de la caja
Se puede elegir, para una caja determinada, entre dos posbilidades distintas.
Debe destacarse el hecho de que se ha supuesto que, tanto en el lado inyección como en el lado expulsión, se ha diferenciado la refrigeración de los laterales de la del fondo. Esta técnica se conoce como segmentación y es una simplificación que asume que la refrigeración de estas cuatro porciones de la pieza se lleva a cabo de manera independiente.
Por tanto, como se ve en la figura 5, en el lado de la expulsión de la caja se podría refrigerar el molde empleando baffles, bubblers y canales combinados con una espiral o más canales independientes para refrigerar las paredes laterales y el fondo, Figura 5 Distintos modos de refrigeración
Figura 5 Distintos modos de refrigeración
El programa recomienda las alternativas de refrigeración más adecuadas.
5. Definición de la geometría
La figura 6 muestra el escenario en el cual se ultima la entrada de datos acerca de la geometría del sistema de refrigeración. Para este caso se ha elegido canales tanto en lado inyección como expulsión de la caja. Los gráficos ayudan a identificar los datos a introducir.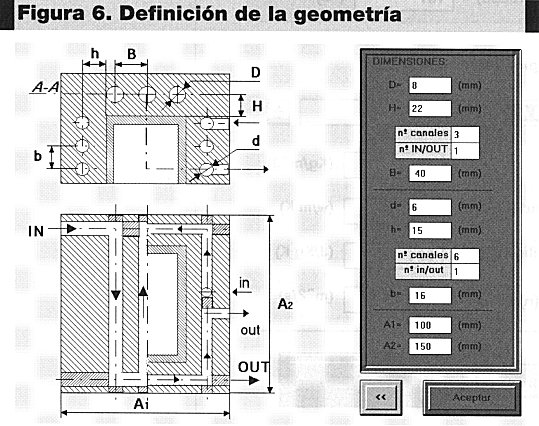 Figura 6 Definición de la geometría
Figura 6 Definición de la geometría
Los gráficos que salen en la pantalla ayudan a identificar los datos a introducir.
Lo fundamental es indicar qué diámetro de canales se emplea (D) y a qué distancia se encuentran de la superficie media de la cavidad (H). También se debe indicar cuántos canales hay (equitativamente distribuidos) y cuántas subconexiones tienen entre sí para los cálculos subsiguientes.
Así mismo, se indican ancho y largo de la placa del molde para el cálculo del calor que se envía al ambiente, tanto en forma de radiación como de convección.
La forma de operar para el lado expulsión es similar. En la figura 7 se ve el escenario de trabajo para definir la geometría para una caja refrigerada por canales en los laterales y una espiral de pasos p y p' y sección rectangular "axb"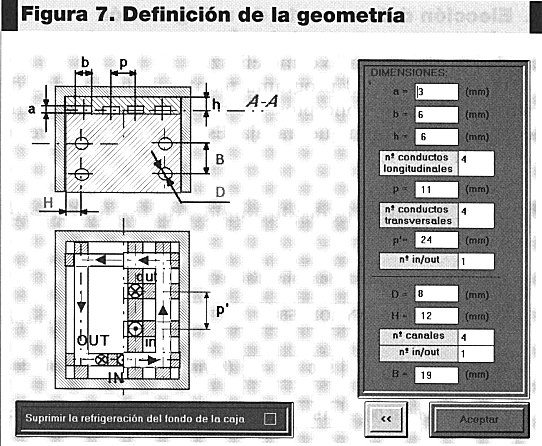 Figura 7 Definición de la geometría
Figura 7 Definición de la geometría
Escenario de trabajo para definir la geometría para una caja refrigerada por canales en los laterales y una espiral.
6. Conclusiones
En este artículo se ha descrito la entrada de datos correspondiente a un programa para el análisis de sistemas de refrigeración de moldes de inyección. En el programa se ha introducido el término "concepto" de refrigeración. Se trata de un término muy importante para obtener refrigeraciones equilibradas entre distintas partes de un mismo molde.
Las simulaciones realizadas con este programa muestran como conceptos diferentes. Por ejemplo: canales en la hembra y baffles en el macho suelen dar lugar a grandes diferencias de temperaturas entre macho y hembra del molde, con lo que las piezas se alabearán.
Con el programa se consigue reducir al mínimo el total de datos a introducir para este tipo de análisis en comparación con los que se manejan en programas de cálculo por elementos finitos.
| Tabla 1 Diferentes conceptos de refrigeración | |||
| Geometría Pieza | Semimolde | Concepto Lateral | Concepto Fondo |
| Placa | Inyección ------------ Expulsión |
Canales ------------ Canales |
|
| Cilindro | Inyección ------------ Expulsión |
Baffles Canales Hélice ------------ Hélice Baffles Bubblers Canales |
Canales Espiral ------------ Espiral circular Espiral rectangular |
| Caja rectangular | Inyección ------------ Expulsión |
Canales Baffles ------------ Canales Baffles Bubblers |
Canales Espiral ------------ Canales Espiral |



















{kind=link}