Precisión con la inyección sandwich de Battenfeld
El éxito comienza en la elección de la máquina
La fórmula del éxito de la tecnología de moldeo por inyección tipo sandwich se encuentra en el interior de la pieza. Esta fórmula debe tener ingredientes como una menor utilización de un material que además debe ser más barato, sin perjudicar por ello a la calidad de la pieza. Los inyectadores que utilizan este potencial para sus productos mejoran mucho su productividad. Todo esto lo ha detectado un cliente de Battenfeld en España. Es allí donde se destinará en breve una máquina HM 10.000/7.700 + 7.700 BM B4, la octava línea para la inyección multicomponente para este conocido fabricante de tapas de inodoro. Mediante la utilización de la económica técnica de la coinyección, el cliente ha alcanzado una posición de liderazgo en el mercado europeo. Un control del proceso optimizado hace posible que las líneas para inyección sandwich de Battenfeld puedan registrar desviaciones en el peso de piezas de 4.000 g, de tan solo ± 5 g.

Una parte relevante del costo de una pieza inyectada es atribuible al coste del material del producto. Es justo aquí donde se aplica el proceso de la coinyección. El transformador tiene ante sí múltiples posibilidades para reducir el gasto en materiales, mediante la combinación de un núcleo espumado y una piel exterior compacta, o la unión de dos materiales compactos. El menor gasto en materiales se puede lograr, por ejemplo añadiendo cargas y refuerzos en un solo componente, o recurriendo a material reciclado para el núcleo de la pieza.
A esto hay que añadir que, cuando se utiliza la tecnología sandwich, a menudo se mejoran las propiedades de la pieza. Se puede obtener una reducción del peso, una mayor rigidez o una mayor resistencia a la temperatura en comparación con materiales no reforzados, y todo ello con una buena calidad superficial. También se pueden aplicar materiales conductores de la electricidad, como copos de aluminio, hollín, fibras de acero o fibras de grafito en el componente central o en la piel de una pieza, cuando, por ejemplo, se trata de producir carcasas blindadas.
Asimismo, la tecnología sandwich reduce la cadena de producción y ofrece un enorme potencial en la fabricación de piezas muy integradas. Algunos procesos como el pegado, la soldadura e incluso el almacenamiento de piezas a la espera de su acabado, desaparecen. También se utilizan combinaciones interesantes de materiales duros y blandos, entre otras en la industria del automóvil, especialmente en piezas interiores como asideros, elementos antideslumbrantes y recubrimientos.
Alta precisión con tecnología de maquinaria exigente
La tecnología de la coinyección necesita hoy en día un sistema de boquilla que optimice la reología. Este sistema incorpora un lavado rápido y eficaz en el cambio de un material al otro, mediante canales de conexión cortos y con un volumen de la masa reducido mínimamente en la zona de los canales concéntricos. Otras características obvias de un sistema de boquilla moderno son la facilidad de su manejo y la fácil accesibilidad.
La coinyección hoy en día exige también un control de proceso optimizado, tal y como se proporciona en las máquinas de Battenfeld con el control Unilog B4. Uno de los aspectos principales es la regulación precisa de algo tan importante para la técnica multicomponente como el proceso de inyección, lo cual en las máquinas Battenfeld aporta unos resultados extremadamente precisos y reproducibles.
Con la boquilla de dos canales y su fase simultánea característica, según la cual el material del núcleo se inyecta cuando la inyección del material de la piel todavía no ha finalizado del todo, pueden llenarse cavidades con una distribución regular del material del núcleo por los canales de flujo, con una calidad superficial sin límites. Con la ayuda de la fase simultánea, la velocidad del frente del fundido permanece constante y no se producen ni picos ni caídas de presión.
Es de destacar también que, con la secuencia de material de piel-núcleo-piel, el material de la piel siempre está en la superficie de la pieza, haciendo posible un sellado de la misma.
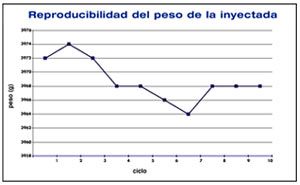
Un control del proceso optimizado minimiza las variaciones en el peso
La nueva HM 10.000/7.700 + 7.700 BM B4 es la tercera máquina de este tamaño para el moldeo por inyección mediante tecnología sandwich que sale de la planta de Meinerzhagen para la industria de los productos sanitarios, más en concreto para un fabricante de tapas de inodoros. El cliente cuenta en total con ocho máquinas multicomponente, en las cuales se fabrican exclusivamente este tipo de tapas. El material de la piel de los asientos es ABS virgen, mientras que en el núcleo se utiliza ABS reciclado y material de molienda, a los que se añaden agentes de expansión químicos. Un control de proceso optimizado hace posible un funcionamiento de la línea muy preciso y reproducible. Las variaciones del peso son de tan solo ± 5 g, en inyectadas de 4.000 g.


