
Suports plàstics utilitzats en impressió flexogràfica d'embalatge flexible
Pierre Chomon
Pierre Chomon és expert en R+D de suports d'envàs flexible alimentari i atmosfera modificada. L'article va ser objecte d'una conferència pronunciada per l'autor en el Seminari d'ATEF (Associació de Tècnics en Flexografía) celebrat en el marc d'Hispack.
1. Introducció
Fins i tot durant els anys de baix creixement, l'embalatge flexible ha mantingut una evolució realment excepcional (prop del 8%) i ara, des de 1994 i durant el primer semestre de 1995, estem assistint a una greu penúria de matèries primeres. Les causes es troben en la interacció dels següents fenòmens:
- Poca o cap instal·lació de noves línies que haguessin permès augmentar la capacitat de producció, a causa que els preus en els anys 92/93 no ho permetien
- Represa del creixement a Europa i modernització dels embalatges en l'antic bloc dels països de l'Est
- Forta demanda de tota Àsia, amb un creixement de dos dígits.
- El ien japonès, en revaluar-se, frena les exportacions japoneses en fer-les menys competitives.
Generalment, transformadors i usuaris fan gala, durant aquests períodes de crisis, de gran imaginació per servir als seus clients. Fa alguns anys, la gran motivació era l'ecològica, amb bastants excessos, però, avui, la gran preocupació és: com vaig a servir al meu client? de quines solucions disposo per no haver de repercutir la totalitat dels increments de costos que se m'apliquen?
2. Els grans suports al mercat de la impressió flexible: PET - OPA - OPP
2.1 Característiques tècniques
El lector coneix tots aquests materials que, a més, han progressat recentment de forma considerable en termes de planimetria, longitud de les bobines, qualitat del bobinatge, facilitat d'adhesió de les tintes, transparència, etc.
2.2 Prestacions
Vegin-se les taules adjuntes, que són autoexplicativas respecte a característiques, propietats i rendiments.
2.3 Avantatges i inconvenients
2.3.1 PET
És una pel·lícula d'elevada planimetria i de major resistència tèrmica (240C). La seva estabilitat dimensional és notable, per la qual cosa la seva contracció és baixa fins i tot quan s'escalfen fortament els túnels d'assecat. Serà el material d'elecció para:
- La realització de laminatges en cuatricromía, especialment quan van associats a làmina d'alumini
- Les pel·lícules de tapa, que requereixen una tolerància negativa dins de límits relativament estrictes
- És el gran material de tot l'operculado lleter, especialment des que els productors han desenvolupat la qualitat isòtropa, que millora sensiblement la resistència a l'estripi en obrir el recipient
- El cafè al buit, sigui en gra o mòlt, és també un dels seus camps d'aplicació privilegiats
Tots els fabricants ofereixen qualitats específiques per a impressió, bé per tractament corona o per tractament químic de la superfície. En tots dos casos, es tracta de millorar la tensió dina a fi de facilitar l'adhesió de les tintes. Té l'únic defecte de la seva densitat: 1,4, però s'ofereix en 12. El seu pes és baix, d'uns 16,8 gr/m.
2.3.2 OPA
És la pel·lícula més resistent a la flexió alternativa, a la perforació i la que presenta a més certa elasticitat. La seva resistència tèrmica (220C), encara que bona, és inferior a la del PET. Es fabrica per dos procediments, que confereixen a cadascun dels productes petites particularitats que poden resultar avantatjoses o no segons els casos.
- El procediment Stenter consisteix en extrusionar la pel·lícula amb un filtre pla, refrigerar-la dràsticament sobre un cilindre, i després recalentarla i orientar-la simultàniament en tots dos sentits una vegada ha estat subjectada, mitjançant unes pinces muntades en una cadena infinitat. Aquest original procediment ha estat desenvolupat per la signa Unitika.
- El procediment de doble bombolla, en què l'extrusió s'efectua mitjançant un filtre anul·lar amb doble refrigeració (externa i interna). La màniga es recalienta i, posteriorment, es genera una segona bombolla per inflat i diferència de velocitat entre els foulards. El procés ha estat desenvolupat per Kohjin.
El procediment Stenter proporciona una pel·lícula més rígida i es considera més plana, mentre el procediment de doble bombolla ofereix una pel·lícula més flexible i conserva un percentatge d'allargament lleugerament superior.
Ambdues qualitats s'empren essencialment en totes les laminacions usades per al condicionament de el Emmental en pastilles o rayado. És també molt benvolgut en la salazón charcutera, doncs la seva barrera a l'oxigen és sovint suficient, mentre que el PET requeriria un recobriment de PVDC. El seu principal desavantatge resideix en la impressió per cuatricromía, àmpliament usada per la xarcuteria de gamma alta. En tal cas es prefereix al PET o a l'OPP lacado amb PVDC.
2.3.3 OPP
És la pel·lícula suporti que ha desplaçat a la cel·lofana en la majoria d'aplicacions, però que ha descobert, a més, algunes altres. La seva resistència tèrmica és la més baixa de les tres, ja que el seu punt Vicat de 152C i el seu punt de fusió de 160C li situen en una posició inferior pel que fa a la de l'OPA. Cal, doncs, associar-la amb un soldante de baix punt de fusió (PE/EVA - Ionómero - EAA) i reduir la temperatura d'assecat dels túnels.
La seva barrera a l'oxigen és dolenta, per la qual cosa sempre haurà de ser lacado amb PVDC o anar associat a un soldante que sigui, per si mateix, barrera. Per exemple, PE/PVDC/PE o PE/EVOH/PE.
Té la densitat més baixa: 0,9, el seu baix preu de venda és una qualitat positiva i el gran nombre de productors europeus li converteixen en un material fàcilment disponible. Però les seves principals aplicacions es troben en les monopelículas coextrusionadas lacadas, on pràcticament ha reemplaçat a la pel·lícula celulósica.
A igualtat d'espessor és més rígid que el PET, i més encara que l'OPA. Es fabrica també mitjançant les dues tècniques Stenter i doble bombolla, la qual cosa implica qualitats lleugerament diferents de rigidesa, estabilitat dimensional i comportament tèrmic en els túnels d'assecat.
2.4 Com millorar la barrera a l'oxigen?
2.4.1 Amb un recobriment de PVDC
En funció del gramatge i del contingut de vinilideno, disminueixen fortament els valors (taula I).
El PET i l'OPP tenen els mateixos valors al 0% i al 100% d'HR (humitat relativa) mentre que l'OPA, abans de ser recobert amb PVDC, presenta una permeabilitat que augmenta amb el seu contingut en aigua. Després del recobriment amb PVDC, el valor queda estabilitzat de 0% a 100% HR.
2.4.2 Amb un recobriment de PVOH (taula II)
L'OPA no es considera en aquesta versió per la seva facilitat d'absorció d'humitat. De totes maneres, els fabricants d'aquests suports no recomanen l'ocupació d'aquestes pel·lícules, fins i tot després d'un laminatge, en presència d'humitat elevada. Han de, doncs, ser utilitzats amb certa prudència.
2.4.3 Per metalización
A més de l'aspecte de màrqueting indiscutible, la metalización aporta una millora neta de les barreres H2O i O2. Els valors varien en funció del valor del dipòsit d'alumini (taula III). El PET, en canvi, ha de ser recobert per ambdues cares amb PVDC després de la metalización. El valor barrera queda estable al voltant dels 0,5 CC, però la pel·lícula és llavors soldable.
Tant pel PET com per a l'OPA, la seva gran aplicació és l'embalatge de cafè al buit. A causa de la seva gran elasticitat, s'ha obert per a l'OPA un gran mercat amb els globus per a nens amb formes molt lúdiques i inflats amb heli. Per descomptat, són molt sovint impresos per flexografía.
2.4.4 Projecció de sílice o A el2O3 en buit.
En aquesta versió només s'ofereix industrialment el PET. Els valors varien de 0,5 a 4 cm/m/24h 1 atm - 23C - 0% HR. Varien en funció del dipòsit, però cal destacar que aquestes pel·lícules guarden pràcticament la mateixa barrera després de l'esterilització, mentre que tots els altres polímers no recuperen la característica de barrera:
- El PVDC a causa que la seva temperatura s'ha baixat
- L'EVOH a causa que la seva temperatura ha disminuït i ha perdut la seva humitat, tornant-se per tant sec. L'experiència ha demostrat que aquest procés exigeix diverses setmanes.
Es tracta d'un micromercado que es desenvolupa a Alemanya i als països del nord d'Europa que, sota la pressió ecològica, rebutgen el PVDC i també la làmina d'alumini.
La impressió sobre la cara que ha rebut el dipòsit d'òxid d'alúmina no presenta cap problema, ja que la seva tensió dina és de 72, i les negres nitrocelulósicas modificades amb una resina d'uretano confereixen una excel·lent adherència. De totes maneres, cal tenir present que aquestes noves tècniques tenen un cost, i que només són aplicables a productes amb alt valor afegit o quan es desitja una forta barrera a l'oxigen en aplicacions d'esterilització al vapor.
3. Altres suports potencials
L'interès de la impressió flexográfica és que no imposa, com l'huecograbado, materials que requereixin elevada planeidad, que estiguin generalment biorientados ni que tinguin un baix coeficient d'allargament a 100C.
Si amb el tambor central (actualment fins a 8 colors) s'afegeixen les càmeres a rasqueta, els cilindres anilox en ceràmica, es presenta una nova oportunitat de la flexografía per <pes que tinguin encara una certa memòria elàstica. Per aquestes raons, són molt fàcilment imprimibles.
3.1 PA cast i els coextrusionados PA/PE - PP/PA/PE i PE/PA/PE
Aquests productes presenten una excel·lent aptitud pel termoformado i tenen una bona resistència mecànica, especialment a la perforació i a la flexió alternativa. La seva barrera a l'oxigen és satisfactòria, però està influenciada per la recuperació d'humitat de la poliamida. Aquesta és la raó per la qual, a igualtat d'espessor, la barrera d'oxigen serà millor si la poliamida es troba en estat sandwich.
Valor de permeabilitat a l'oxigen expressada en cm/m/24h 1 atm - 23C i 0% HR
3.2 Alcohol polivinílico - APV - biorientado
Diversos subministradors, generalment japonesos, ofereixen aquest material, que presenta una notable barrera a l'oxigen però, també en aquest cas, quan està sec. Per tant, es desaconsella la seva ocupació en presència d'humitat elevada o de pasteurització. A fi de fer-les menys sensibles a la recuperació d'aigua, aquestes <pes reben un recobriment de superfície. Poden imprimir-se, i el seu baix percentatge d'allargament els permet ser emprades en l'operculado, tant per a embalatge al buit com en atmosfera modificada.
Valor de permeabilitat a l'oxigen expressada en cm³/m²/24h 1atm - 23° C i 0% HR
3.3 PA monoorientado
Es tracta d'un material popular en els EUA, Canadà i Escandinàvia, doncs la seva relació rendiment/preu és superior en comparació de les <pes biorientadas.
De fet, el seu rendiment se situa entre els productes colats i biorientados, però la seva estabilitat dimensional i la seva resistència a la perforació no són tan bones com les de l'OPA biaxial.
S'utilitza en les F x FV i F x FH, així com en operculado en la tècnica del termoformado.
3.4 PA/EVOH/PA monoorientado
A fi de millorar la barrera a l'oxigen, i tenint en compte la bona reologia entre PA i EVOH, alguns productors s'han llançat a aquesta coextrusión i, almenys dues d'ells, ofereixen aquest material en versió monoorientada. Sent l'EVOH molt sensible a la humitat, el valor d'1,5 cm a 23C - 0% HR es transforma en 8 cm a 23C - 90% HR.
Proporcionen una solució específica quan es desitja un material de barrera sense presència de producte clorat. Observi's que tots aquests suports, quan s'imprimeixen en flexografía sobre un material modern tipus tambor central a vuit colors, estan menys forçats, en termes de planimetria i d'estabilitat dimensional, que quan s'imprimeixen per huecograbado. Si s'afegeix que els metratges de les comandes deixaran d'anar en augment, i que el transformador haurà de respondre cada vegada més de pressa a les ofertes promocionals que imposa la gran distribució, es conclou que aquests paràmetres estan molt en favor de la flexografía de tambor central.
4 La bona associació material/màquina d'embalatge
Aquest és, per descomptat, un aspecte cabdal per obtenir una bona conservació dels productes condicionats. Cada tipus de màquina d'embalatge té les seves exigències: observem alguns paràmetres bàsics i, en particular, la pel·lícula soldante.
Totes les pel·lícules a les quals s'ha fet esment requereixen ser laminades, a excepció de les indicades en el paràgraf 3.1. Quins seran els paràmetres a tenir en compte a fi que els ritmes de producció siguin màxims, l'estanqueïtat de les soldadures sigui perfecta i que tot sigui coherent a fi d'obtenir el zero defectes, que constitueix un objectiu permanent?
4.1 El punt de fusió
Està en relació directa amb la capacitat tèrmica de la pel·lícula suporti, del seu espessor i de la naturalesa de les capes a travessar (p.i. paper o fulla d'alumini), així com amb la mateixa naturalesa de la pel·lícula a soldar i el temps de soldadura.
Es buscarà sempre una associació amb la màxima diferència de punt de fusió entre la pel·lícula suporti i la pel·lícula soldante. Aquesta és la raó de l'èxit de la cold seal per a totes les peces chocolateadas, i el desenvolupament actual dels productes que s'indiquen a continuació:
- Polipropilès colats i terpolímeros
- Polietilè lineal de molt baixa densitat de DSM i Dow
- Polietilè dopat EVA amb alt contingut d'acetat de vinil.
- Evatane LLIGO/Chem - ELwax de DuPont
- Ionómero Surlin de DuPont - Iotek d'Exxon.
- EAA i EMAA Primacor Dow - Nucrel DuPont.
- Metalocenados PE/POP desenvolupats per Dow -Affinity
4.2 L'efecte hot-tack
És la resistència de la soldadura mentre està encara calenta. És una propietat absolutament indispensable per a les màquines FxF verticals, així com per les FxF horitzontals amb escombratge per gas. Els comonómeros més freqüents són el buteno, l'hexeno, el metilpenteno i l'octeno; sembla que l'ús d'aquest últim és el més buscat.
Entre les pel·lícula s'utilitzaran, doncs: PE lineal, PE lineal de molt baixa densitat, Ionómero, EEA i metaloceno.
4.3 Les pel·lícules arrancables.
Són cada vegada més benvolgudes pel consumidor, i sovint són exigides pels responsables de màrqueting. Generalment són coextrusionadas, en les quals una part està constituïda per un PEBD ramificat, sent l'altra una barreja heterogènia composta per un ionómero més un ligante de coextrusión o per un PEBD (ramificat o lineal) barrejat a poliisobutileno. Aquests productes són més o menys transparents i aptes per proporcionar una soldadura arrancable o sobre altres suports, tals com a PE, PP, PVC, APET, PETG, CPET.
Aquesta funció d'arrancabilidad pot ser obtinguda també per lacas, com es dóna sovint en el sector làctic o en el metge. Es recomana utilitzar la pelabilidad denominada cohesiva, a saber: que una part del polímer es transfereix a l'altra cara, deixant sempre una taca blanquecina sobre la seva superfície.
4.4 Les pel·lícules antivaho
Són necessàries per al condicionament de xarcuteria, carns, peixos salats i fumats i formatges condicionats en atmosfera modificada. S'utilitzen també en amanides i llegums frescos de la quarta gamma.
L'efecte antivaho consisteix a convertir les fines gotetes en una pel·lícula d'aigua contínua (d'on ve la transparència). No obstant això, no impedeixen la condensació interna, que és un fenomen purament físic i que s'accentua en els lineals pels canvis de temperatura deguts a la descongelació.
4.5 La congelació
És necessari evitar l'ocupació de PP homopolímer, eventualment el PP copo- o millor el terpolímero. També pot utilitzar-se l'OPP coextrusionado si les soldadures no han de ser perfectament estances. Els soldantes més freqüents són el PE/EVA, el PEHD, el Ionómero i el PE lineal. I el bon suporti serà PA, OPA o PET.
4.6 L'esterilització al vapor
Es tracta d'un camp reservat al PP cast homo- i copolímer; de vegades es troba PEMD, però cada vegada més s'utilitza el PE lineal amb un punt Vicat de 105C a 108C. I el bon suport serà PA, OPA o PET, amb presència d'alumini si es desitja una conservació perllongada a temperatura ambienti.
5. La impressió flexográfica i el termoformado
En l'univers dels productes presentats en autoservei, el termoformado ocupa una posició dominant per a tots els productes d'humitat elevada. No apareixen plecs en les soldadures, i l'operculado presenta una gran superfície impresa que facilita una bona comunicació.
En canvi, imposa toleràncies negatives en un marge relativament estret (de -2 a -6 mm per metre). Per contra, les altres màquines (FxFH i FxFV) admeten, d'una banda, toleràncies majors i, per una altra, poden ser positives o negatives.
5.1 Record del bàsic
És clar que tot pas imprès que sigui superior al pas mecànic impedeix el centrat de la imatge, perquè aquesta tindrà tendència a pujar. En el cas contrari, si el pas imprès és netament menor que el mecànic, la pel·lícula no s'allargarà i existirà el risc de trencar-la o de generar plecs en les soldadures.
5.2 Com calcular el pas imprès
En huecograbado, el pas imprès depèn exclusivament del diàmetre del clixé segons la llei:
Longitud de desenvolupament = Diàmetre del cilindre x
En flexografía, com el diàmetre exterior del clixé passa pel diàmetre primitiu del pinyó d'arrossegament, es té sempre la mateixa llei:
1 dent = 10 mm
Serà doncs necessari trobar, a partir del nombre de posis, el nombre de dents del pinyó a fi que la xifra acabi per 0 - 5 - 2,5 - 7,5 - 3,33 o 6,66.
Exemple
Passo desitjat
- *150 mm emprar un pinyó de 30-45 o 60 dents
- 152,50 mm emprar un pinyó de 61 dents
- *155 mm emprar un pinyó de 31 o 62 dents
- 157,5 mm emprar un pinyó de 63 dents
- *160 mm emprar un pinyó de 32-48 o 62 dents
- 163,33 mm emprar un pinyó de 49 o 98 dents
- *165 mm emprar un pinyó de 33 o 63 dents
- 166,66 mm emprar un pinyó de 50 dents
- 167,5 mm emprar un pinyó de 67 dents
- *170 mm emprar un pinyó de 34-51 o 68 dents
Per facilitar els càlculs, els fabricants de màquines ofereixen, generalment, utillatges en els quals la longitud acaba en 0 o en 5 (*)
5.3 Com ajustar el pas imprès
Convé tenir una màquina equipada amb una tensió constant i que permeti (tant durant la impressió com durant el muntatge) que la pel·lícula romangui en la seva memòria elàstica.
De manera general, per a les pel·lícules d'OPA-PET-OPP s'admet una tensió d'al voltant de 50 a 60 gr/cm de banda i, en aquest cas, la pel·lícula impresa serà més curta que el valor buscat.
5.4 Com calcular el pas imprès
Exemple: per a un pas imprès de 225 mm, utilitzant un pinyó de 45 dents, es tindrà, per a un laminatge de PET/PE:
225 mm x 0,999 = 224,77 mm
225 mm x 0,995 = 223,87 mm, o sigui 0,9 mm per imatge
Serà doncs regulant la tensió de la pel·lícula, i si aquesta roman constant, com s'imprimirà amb bona tolerància. Com més alta sigui la tensió de la pel·lícula, tant més curt serà el pas de la pel·lícula durant la impressió. En canvi, durant el muntatge i, especialment, si s'efectua el laminatge amb cues dissolvents, existirà el risc d'allargar el pas. Aquesta és la raó per la qual s'empraran pel·lícules biorientadas de PET, OPP o OPA, però en flexografía, com s'ha dit en l'apartat 3.1, es poden emprar pel·lícules colades de 20 a 30 d'espessor.
6. Precaucions a prendre abans del muntatge
És desitjable que el material d'impressió i de muntatge posseeixi una o diverses estacions de tractament corona, a fi que l'efluvi d'ozó vagi a oxidar la superfície. Observi's referent a això que, en l'actualitat, la legislació imposa la destrucció (per combustió) de l'ozó abans de la seva sortida a l'atmosfera.
Encara que sovint és desaconsellat pels productors de pel·lícules recobertes amb PVDC, un tractament addicional de la superfície recoberta millora l'adherència sense degradar per això la barrera d'oxigen.
Els valors de tractament han d'oscil·lar entre:
- 38 - 40 dinas per a PE - PP i productes similars
- 46 - 48 dinas per PVC i PA
- 44 - 46 dinas per PET.
Quant al propi contraencolado, efectuat amb cues tant amb dissolvent com sense ell, és important que el dissolvent residual deixat durant la impressió sigui el menor possible, i sovint el plec de condicions estipularà 5 mg/m. En el cas de les cues sense dissolvent cal evitar un percentatge elevat d'alcohol, que impediria la posterior reticulación total de la cua. Aquesta té tendència a quedar tacky, és a dir, pegajosa, com una cinta adhesiva.
Un control estricte per cromatografia posarà al transformador a resguard d'eventuals reclamacions del seu client, sigui per olors residuals o per absència de polimerització de la cua.
7. Conclusió
M'agradaria, en particular, cridar la seva atenció sobre els paràmetres que defineixen a priori l'èxit o el fracàs d'una presentació. La vista i el tacte han de correspondre al nivell intrínsec definit pels responsables de màrqueting. Per a això:
- Els productes de la gamma alta tindran condicionaments rígids amb impressions en cuatricromía de 6-8 colors, i utilitzaran el negre, l'or i el vermell. El skin forma part d'aquest segment.
- Els productes bàsics o d'atracció seran més aviat embalatges flexibles, impressions menys habituals de 4 colors, i fins i tot també simples etiquetes o un marcat transfert. És la imatge la que ha de donar el primer premio.
- En productes intermedis desapareixen cada vegada més els lineals, en la mesura en què són rebutjats pels consumidors. Aquesta mateixa lògica es troba en els productes impresos amb marques de distribuïdors, que representen actualment una part creixent, aconseguint en alguns casos fins al 50% del volum.
No cal buscar sistemàticament el material de major barrera a l'oxigen, doncs generalment serà més car, sinó la pel·lícula les propietats de la qual siguin necessàries per a la bona conservació del producte.
Exigeixi's un bon plec de condicions, les fitxes tècniques i, especialment, un excel·lent pas sobre les màquines d'embalatge.
Posi's també obstinació en la millora de la productivitat del taller, la higiene dels locals i del personal, així com en la seva formació.
Pensi's en el manteniment preventiu més que la reparació i, comptat i debatut, tot allò que contribueixi a disminuir el preu de venda.
Quant a el zero defectes, fins i tot encara que sigui difícil d'obtenir en producció, aquesta ha de ser una preocupació constant de tot el personal, a fi que la marca que s'ostenta no pugui ser rebutjada.
MILLORA DE LA BARRERA A l'OXIGEN AMB UN RECOBRIMENT DE PVDC
| PA esp. | 30 20 a 25 | ||||||||
| 50 10 a 15 | Qualitat CS de SNIA (normal) | ||||||||
| PA esp. | 50 10 a 12 | ||||||||
| 95 6 a 8 | Qualitat CSM de SNIA (termoformado profund) | ||||||||
| PA esp. | 100 8 a 12 | Qualitat CSH de SNIA (skin) | 0% | HR esp. 15 0,46 | 65% | HR esp. 15 0,5 | 100% | HR esp. 15 2, qualitat Emblar OV de Unitika | Figura 1
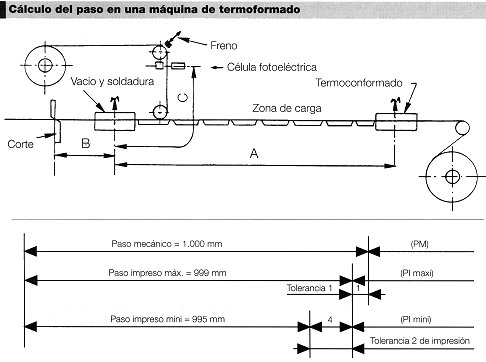
La tolerància 1 considera l'allargament natural de la pel·lícula quan es desenrotlla, i que arrossega a la bobina, el compensador i els corrons La tolerància 2 considera les desviacions d'impressió que el compensador no pot evitar. La imatge se centrarà per allargament de la pel·lícula controlat per la cèl·lula fotoelèctrica i el fre. Exemple de càlcul PM, és a dir: amplària dels utillatges 250 mm Després el transformador ha de lliurar: 248,75 +1/-0 No obstant això, si calgués condicionar 10 salchichas en el sentit transversal pel que fa a l'avanç de la pel·lícula, el pas d'impressió seria, després de diverses proves; 250.75 +1/-0 |
| Normal | Amb recobriment | ||||||||
| PET | 12 | 100/200 | 4 a 8 | ||||||
| OPA | 15 | 40 | 8 a 10 | ||||||
| OPP | 20 | 1.600 | 20 a 25 |
Taula I.- Millora de la barrera a l'oxigen amb un recobriment de PVDC. Els valors estan expressats en cm/m/24h 1 atm - 23C - 0% HR.
MILLORA DE LA BARRERA A l'OXIGEN AMB UN RECOBRIMENT DE PVOH
| Normal | Amb recobriment | ||
| PET | 12 | 100/200 | 0,6 |
| OPP | 20 | 1.600 | 1,5 a 2,5 |
Taula II.- Millora de la barrera a l'oxigen amb un recobriment de PVOH. Els valors estan expressats en cm/m/2 1 atm - 23C - 0% HR.
MILLORA DE LA BARRERA A l'OXIGEN PER METALIZACIÓN
| Normal | Després de la metalización | ||
| PET | 12 | 100/120 | 0,5 a 1,5 |
| OPA | 15 | 40 | 1 a 2 |
| OPP | 20 | 1.600 | 80 a 100* |
Taula III.- Millora de la barrera a l'oxigen per metalización. Els valors estan expressats en cm/m/24h 1 atm - 23C - 0% HR. *Alguns productors ofereixen l'OPP recobert amb PVDC més la metalización barrera, la qual cosa baixa el valor a 1,5.
Comparació entre diferents pel·lícules suporti
| Propietats | Unitats | Norma | PET/PVDC | OPP/PVDC | OPA/PVDC | XXL |
| Espessor | DIN 53.370 | 15 | 21 | 16,4 | 15 | |
| Densitat | g/cm3 | DIN 53.479 | 1,28 | 0,986 | 1,16 | 1,17 |
| Peso/m2 | g | 19,2 | 20,7 | 19,9 | 17,6 | |
| Transmissió
H2O 23C/85% HR |
g/m2/24h | DIN 53.122 | 1,3 | 1,1 | 1,3 | 20 |
| O2 23C - 0% HR | cm3/m2/24h
1 bar |
DIN 53..380 | 15*(4) | 25 | 8 | 1,5 |
| Resistència SM | N/m/m2 | DIN 53.455 | 220 | 155 | 230 | 300 |
| a la tracció ST | N/m/m2 | DIN 53.455 | 220 | 250 | 230 | 70 |
| Percentatge de SM | % | DIN 53.455 | 110 | 165 | 90 | 60 |
| allargament ST | % | DIN 53.455 | 110 | 60 | 90 | 400 |
Comparació entre diferents pel·lícules suporti. (*) per a algunes qualitats. Font: Wolff-Bayer
PA/EVOH/PA monoorientado producció Bayer XXL
| Propietats | Unitats | Norma | Valoris | |
| Espessor | DIN 53.370 | 15 | ||
| Densitat | g/cm3 | DIN 53.479 | 1,17 | |
| Peso/m2 | g/m2 | DIN 53.352 | 17,6 | |
| Transmissió H2O | 23C/85% HR | g/m2/24h | DIN 53.122 | 20 |
| 38C/90%HR | g/m2/24h | DIN 53.122 | 140 | |
| Transmissió
23C/o% HR |
N2 | cm3/m2/24h
1 bar |
DIN 53.380 | 0,3 |
| O2 | DIN 53.380 | 1,5 | ||
| CO2 | DIN 53.380 | 2,5 | ||
| Marge d'utilització | C | subministrador | -50 a +170 |
Característiques del PA/EVOH/PA monoorientado de Bayer XXL. Font: Wolff-Bayer; publicat en la revista Emballages Magazine
Comparació de barrera a l'oxigen entre pel·lícules biorientadas EVOH-PET*-PVA-OPP* i OPA
Taula comparativa de la barrera a l'oxigen entre diferents pel·lícules biorientadas EVOH-PET*-PVA-OPP* I OPA. Font: Kuraray et Cast. Publicat en Emballages Magazine
* Recobert de PVC
Comparació de la barrera a l'oxigen i a l'aigua entre diferents qualitats d'OPP recobert i no recobert
| Qualitat | Barrera H2O | Barrera O2 | ||
| 38C/90%HR | 23C/0%HR | 38C/90%HR | ||
| OPP Homo-biorientado | 7 | 1.700 | 1.600 | |
| OPP Coex biorientado | 7 | 1.700 | 1.600 | |
| OPP Biaxial homo o copo
Lacrat acrílic i/o vinílico |
7 | 950 | 850 | |
| OPP Biaxial homo o copo
Lacado 1 o 2 cares PVDC |
4,7 | 25 | 23 | |
| OPP amb cavitació
35* d=0,64 |
Lacado acrílic | 7 | 1.400 | 1.200 |
| 28* d=0,69
Espessor en |
Lacado PVDC | 4,7 | 25 | 23 |
| OPP metal·litzat | Subcapa "barrera" | 1 a 1,5 | 1 a 2 | 1 a 2 |
| Sobre base coex | 1 a 1,5 | 80/100 | 80/100 |
Taula comparativa de la barrera a l'oxigen i a l'aigua entre diferents qualitats de pel·lícula OPP recobert i no recobert. La norma d'aplicació és l'ASTM F 1249; les unitats g/m2/24h. Mobil ofereix també una pel·lícula recoberta de PVOH de referència Bicor MB 866.
Comparació barrera a l'oxigen i a l'aigua entre polièsters
Taula comparativa de la barrera a l'oxigen entre diferents qualitats de polièster. (1) Origen Rhône Poulenc - Terphane; (2) Origen Du Pont de Nemours - Mylar; (3) D.O. Macbeth = 2.2; (4) Claryl 33.14: pot emprar-se directament en màquina automàtica. Rhône Poulenc ofereix ara una pel·lícula recoberta de PVOH Terphane 14.31//12. Font: Emballages Magazine.


























{kind=link}