
Teoría del punzonado
Punzonado con punzonadoras CNC
El segundo tipo de punzonadora tienen un almacén de utillaje. La punzonadora irá cogiendo y dejando los utillajes de ese almacén. Cada una de las posiciones del almacén dispone de un cassette donde están montados el punzón, el separador, la matriz y un anillo de orientación.
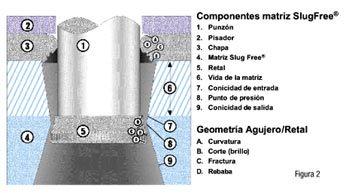
Los elementos básicos para realizar un agujero en una chapa son el punzón, el pisador o separador y la matriz. A estos tres elementos se les denomina juego.
Antes de entrar a valorar los diferentes aspectos que influyen en estos elementos analizaremos la geometría de un agujero realizado en la chapa por estos elementos.
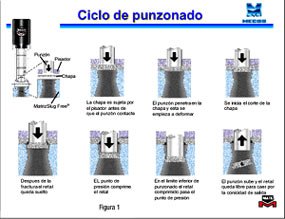
Ciclo de punzonado
En una punzonadora de torreta, la punzonadora hará girar la torreta y situará el utillaje justo debajo del martillo de la máquina. A partir de ese momento el martillo descenderá empujando al portapunzón.
El pisador contactará con la chapa presionando y sujetando la chapa manteniéndola plana contra la matriz. El martillo seguirá bajando, comprimiendo los muelles del portapunzón y haciendo descender al punzón. Éste iniciará la penetración en la chapa produciendo una pequeña curvatura en la chapa alrededor del filo cortante del punzón y de la matriz.
Seguidamente se iniciará una fase de corte que posteriormente se convertirá en unas fracturas en la chapa tanto en la parte superior como inferior debido al arranque del material. Cuando coincidan las fracturas anteriores, el retal correspondiente al agujero quedará suelto de la chapa. El martillo seguirá bajando hasta su límite inferior para facilitar la caída del retal. A continuación el martillo subirá y los muelles del contenedor extraerán el punzón de la chapa mientras el pisador mantiene la chapa completamente plana.
En el otro tipo, la punzonadora deberá dejar el punzón situado debajo del martillo en su lugar del almacén e ir a buscar el utillaje deseado. La diferencia principal en el ciclo de punzonado es que el separador no presiona la chapa mientras el punzón está agujereando la chapa pero se mantiene a muy poca distancia de la superficie superior de la chapa. Otra diferencia es que el propio martillo es el que estira el punzón para sacarlo de la chapa. El separador actúa reteniendo la chapa cuando ésta tiende a subir junto con el punzón.
Geometría de un agujero
Estas cuatro zonas son las que determinarán la calidad de un agujero punzonado. La calidad del agujero vendrá condicionada por las características y condiciones del punzón, de la matriz y del pisador.
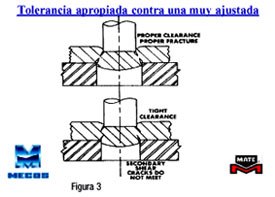
Tolerancia de corte de la matriz
La tolerancia de corte adecuada (figura 3) es aquella que hace coincidir las fracturas de corte generadas por el punzón y por la matriz. Esto ocurrirá cuando las fracturas se encuentren a 1/3 o 1/2 del espesor de la chapa.
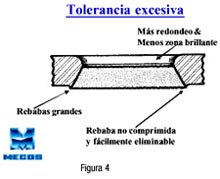
Si utilizamos una matriz con tolerancia demasiado ajustada se crearán dos fracturas que no se encontrarán. Esto es fácilmente apreciable ya que la zona brillante del agujero y del retal es mayor. Por otro lado, al ser la tolerancia menor implicará que sea necesaria una mayor fuerza para cortar por lo que el utillaje puede sufrir un mayor desgaste. Una tolerancia demasiado pequeña podría llegar a crear más rebabas por laminación.
La tolerancia de corte adecuada de una matriz varía según el espesor y el tipo de material de la chapa. Normalmente se obtiene de un porcentaje con relación al espesor de la chapa.
Los valores de la tolerancia pueden variar desde un 15% a un 25% del espesor de material en función del espesor y tipo de material. Como regla general se podría aplicar como tolerancia de corte un 15% para el aluminio, un 20% para el acero y un 20-25% para el inoxidable.
A continuación mostramos una tabla en la cual se sugieren unas tolerancias de corte orientativas para el punzonado de diferentes materiales.
| Espesor (mm) | Alum. (20-25 kg/mm2) | Fe (37-45 kg/mm2) | Inox (60-70) |
| 0,6-1,0 | 0,1-0,15 | 0,12-0,20 | 0,12-0,20 |
| 1,2-1,5 | 0,20-0,25 | 0,25-0,30 | 0,25-0,35 |
| 2,0-2,5 | 0,30-0,40 | 0,40-0,50 | 0,45-0,60 |
| 3,0 | 0,45-0,50 | 0,60-0,70 | 0,70-0,80 |
| 4,0 | 0,70-0,80 | 0,80-1,0 | 0,90-1,2 |
| 5,0 | 0,9-1,0 | 1,0-1,2 | 1,2-1,4 |
| 6,0 | 1,1-1,2 | 1,2-1,5 | 1,5-1,8 |
- Menor rebaba y curvatura en los agujeros.
- Agujeros más uniformes y cortes más limpios.
- Piezas punzonadas más planas, con menos deformaciones.
- Mayor precisión entre agujeros.
- Mayor vida del utillaje (punzón y matriz).
- Mejor extracción del punzón.
- Menor adhesión del material punzonado en las paredes del punzón.
Problemas de subida de retales
En el mercado existen matrices con un mecanizado especial en su interior para evitar que los retales puedan subir, son las denominadas matrices es Slug Free. Estas matrices (ver figura 2) están mecanizadas interiormente con una doble conicidad. Cuando el retal es separado de la chapa el punzón sigue bajando. Como el mecanizado interior de la matriz se va reduciendo (centésimas) obliga al retal a comprimirse. Una vez que el retal pasa el punto de máxima compresión la conicidad de la matriz cambia y el retal, por elasticidad, tiende a recuperar su dimensión original. En ese momento será muy difícil que el retal pueda subir hacia arriba y facilitando la caída libre del retal. Existen también otros motivos que pueden provocar la subida de retales punzonados. Para evitar estos problemas citamos algunas medidas preventivas:
- Utilizar matrices Slug Free para facilitar la caída del retal.
- Desmagnetizar los utillajes después de rectificarlos. Cuando se rectifica el utillaje a veces se suelen utilizar platos magnéticos para fijarlo. Esto puede provocar que se magnetice el utillaje. Cuando se punzonan materiales férricos el utillaje puede actuar como un imán atrayendo los retales.
- Disminuir la tolerancia de la matriz. De esta forma se reduce la apertura por donde salen los retales, reduciendo la probabilidad de que estos puedan subir fácilmente.
- Aumentar la penetración del punzón en la matriz llevando el retal lo más abajo posible. Esto es importante junto con el punto anterior cuando se punzona material protegido con plástico. De esta forma aseguraremos que el plástico se pueda romper en todo el perímetro del agujero.
- Utilizar rectificados especiales en el punzón. De esta forma el retal no quedará plano y se pueden evitar el efecto ventosa y, por otro lado, obligará a aumentar la penetración del punzón.
- Utilizar eyectores de uretano en el punzón. Los eyectores están situados en la superficie de corte de los punzones. Actúan como expulsores ya que estos se comprimen al inicio del ciclo de punzonado y cuando el retal ya está suelto de la chapa, lo impulsan hacia abajo.
- Utilizar la lubricación automática de utillaje (ABS). El sistema ABS de algunas máquinas, basado en inyectar aceite pulverizado, ayuda a evitar que el retal pueda subir debido a la propia presión de aire.
Problemas de extracción
En las punzonadoras de torreta los punzones van montados en un porta-punzones. Éstos contienen unos muelles que son los que ejercerán la fuerza de extracción. Como la chapa tiende a comprimirse hacia las paredes del punzón también hay que evitar que la chapa suba junto con el punzón. Para solventar este problema en la parte inferior del portapunzones va instalado el pisador. Su función es mantener la chapa plana contra la matriz durante todo el ciclo de punzonado. Por lo tanto, durante la fase de extracción el pisador sujeta la chapa para evitar que esta suba junto con el punzón. Es importante que la situación física del punzón en el portapunzón esté siempre por encima del pisador, es decir, que no sobresalga. De esta forma aseguramos que la chapa se separe del punzón.
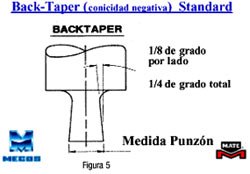
En las punzonadoras monopunzón la extracción la realiza la propia máquina estirando al punzón. Si la chapa sube junto con el punzón el separador, situado a poca distancia de la superficie de la chapa, éste actuará como tope evitando que la chapa suba. En este tipo de punzonadora el punzón debe estar situado físicamente por encima del separador. Para reducir problemas de extracción hay que facilitar la extracción del punzón de la chapa. Una de las soluciones más habituales y que suele ser estándard es que los punzones estén mecanizados con una conicidad negativa en la mecha. Esta conicidad (ver figura 5) suele ser una fracción de grado de forma que la medida del punzón no varía sustancialmente. Pero por otro lado, esta conicidad reduce la superficie de contacto y por tanto la presión que la chapa ejerce sobre las paredes del punzón. De esta forma reducimos la fuerza necesaria para realizar la extracción.
Otras medidas para solventar la problemática de la extracción del punzón son:
- Incrementar la tolerancia de la matriz. Queda claro que un agujero punzonado será cónico ya que, por la parte superior tiene la medida del punzón y por la parte inferior la medida de la matriz, que es más grande debido a su tolerancia. Si aumentamos la tolerancia de la matriz el agujero tendrá más conicidad y por tanto reduciremos la superficie de contacto entre punzón y chapa.
- Verificar la fatiga de los muelles de extracción. Como todo elemento mecánico, los muelles están sujetos a una fatiga. Esto puede reducir la fuerza de extracción. Si fuese necesario se debe sustituir los muelles.
- Mantener bien afilado el punzón y la matriz. De esta forma conseguiremos una mejor calidad de corte y evitaremos rozamientos innecesarios.
- Utilizar lubricación de utillaje (ABS) y/o de chapa. Queda claro que lubricando la chapa y los punzones el coeficiente de fricción (rozamiento) se reducirá.
- Utilizar una estación superior. Al cambiar a una estación superior, los muelles serán mayores y por tanto tendrán más fuerza de extracción.
- Verificar que el punzón no tiene adherido material. Si a las paredes del punzón se ha adherido material, el rozamiento será mayor y será necesario más fuerza para extraer el punzón de la chapa.
- Utilizar afilados especiales. De esta forma la fuerza de extracción necesaria será más prolongada pero no tan intensa.
Problemas de adhesión de material en el punzón
Para reducir esta problemática lo más sencillo es reducir la presión que ejerce la chapa sobre las paredes del punzón ya que sobre los otros factores es más difícil. Las acciones para reducir este problema son parecidas a las aplicadas para reducir los problemas de extracción: incrementar la tolerancia de la matriz, mantener bien afilado punzón y matriz, utilizar lubricación de utillaje (ABS) y/o de chapa.
Otras soluciones serán reducir la velocidad de punzonado y/o cambiar la secuencia de punzonado de forma que no se realicen muchos punzonados seguidos, de esta forma la temperatura no aumentará tan rápido.
Otra solución es aplicar ciertos tratamientos (nitrurado) o recubrimientos (de titanio) a los punzones. Este tipo de acción provoca que el coeficiente de fricción del propio punzón se reduzca. De esta forma, será más difícil que las partículas de material se puedan adherir a las paredes laterales del punzón. El nitrurado es un tratamiento térmico en una atmósfera de nitrógeno y los recubrimientos es una adhesión de unas pocas micras de un nitruro de titanio (máxima).
Problemas de tonelaje
Es importante saber qué tonelaje va a ser necesario cuando realicemos un agujero para no sobrepasar el tonelaje máximo de la punzonadora. En caso contrario podríamos ocasionar daños al utillaje o a la máquina. El tonelaje necesario depende del perímetro de corte del punzón, del espesor de la chapa y del esfuerzo de corte del material a punzonar. Para calcular el tonelaje se debe aplicar la siguiente fórmula:
Perímetro x Espesor x Esfuerzo de corte = Toneladas
1.000
Para el esfuerzo de corte se suelen aplicar los siguientes valores:
Aluminio 20 25 kg/mm2
Acero 37 45 kg/mm2
Inoxidable 60 70 kg/mm2
Cada material tiene su esfuerzo de corte pero sería conveniente utilizar los valores máximos para poder tener un margen de seguridad. Para el cálculo de los perímetros adjuntamos una tabla donde aparecen algunas fórmulas para calcularlo en función de la forma geométrica del utillaje.
Veamos un ejemplo. ¿Qué tonelaje necesitamos para realizar un agujero cuadrado de 35mm en chapa de 4 de acero?
Perímetro = 4 x 35 = 140 mm.
Espesor = 4 mm
Esfuerzo de corte para acero = 45 kg/mm2
Tonelaje necesario : 140 x 4 x 45=25,2 Toneladas
1.000
Cálculo de perímetros
Otra posibilidad de reducir el tonelaje podría ser dar un afilado especial al punzón. De esta forma la fuerza necesaria será progresiva y no necesitaremos tanta fuerza de punzonado.

- Reducir el ruido de punzonado.
- Para evitar la subida de los retales.
- Para evitar problemas de extracción.
- Para reducir el impacto sobre el utillaje y sobre la punzonadora.

Problemas de afilado y vida del utillaje
Uno de esos factores es el espesor y el tipo de chapa que se esté punzonando. Está claro que la fuerza necesaria para punzonar aluminio de 1 mm no es la misma que para punzonar 4 mm de inoxidable. Cuanta más fuerza sea necesaria más se desgastará el utillaje.
Otro factor es el uso correcto de las tolerancias, del cual ya hemos hablado anteriormente. Si las tolerancias no son correctas y las fracturas no se encuentran, el utillaje deberá realizar más esfuerzos para realizar un agujero.
Se ha comentado también que la tolerancia debe estar uniformemente repartida y, partiendo de que el utillaje está bien mecanizado (centrado y orientado), el problema puede ser de la máquina. Puede existir un problema de alineación entre punzón y matriz achacable a la punzonadora.
Como problemas de alineación se puede dar el caso de que los centros del punzón y de la matriz no coincidan y/o que la posición angular de éstos no sea correcta. Se podría dar el caso que el problema sea de las chavetas/chaveteros de la máquina, portapunzones o cassettes, un mal montaje por parte del operario o que el mecanismo del index, que permite girar los utillajes, esté desfasado entre punzón y matriz. También es importante para la vida del utillaje lubricar los punzones, las guías y la chapa.
Está demostrado, y de hecho en algunas punzonadoras es estándard y en otras opcional, que la lubricación del utillaje (ABS) aumenta la vida del utillaje. También en muchas punzonadoras se puede instalar un sistema de lubricación de la chapa. Mecanizar radios de construcción en las esquinas de los utillajes puede aumentar su vida útil. Por ejemplo, en ciertas esquinas de algunos triángulos o en esquinas de cuadrados o rectangulares cuando se está punzonando chapa de cierto grosor.
Para ciertas aplicaciones es posible aumentar la vida del utillaje aplicando afilados especiales a los punzones. También se les pueda nitrurar o aplicarle un recubrimiento que aumente su dureza y reduzca el coeficiente de fricción. Pero lo más importante, en condiciones de funcionamiento adecuadas de máquina, para mejorara la vida de los utillajes es mantenerlos en las mejores condiciones de corte posibles. Para ello es necesario rectificarlos frecuente y adecuadamente. La recomendación habitual a la hora de rectificar un utillaje es tener que rectificar unos 0,25 mm. Esto quiere decir que tanto en el punzón como en la matriz el filo de corte se ha convertido en un radio de 0,25 mm. (ver figura 8)

Como ejemplo analicemos la tabla que aparece en la figura 9.
| Afilado Inapropiado | Afilado Apropiado | ||
| Total Agujeros | Radio formado | Total Agujeros Punzonados | Radio formado |
| 100.000 | 0.25 mm | 100.000 | 0.25 mm |
| 50.000 | 0.50 | 100.000 | 0.25 |
| 25.000 | 0.75 | 100.000 | 0.25 |
| 10.000 | 1.0 | 100.000 | 0.25 |
| Total golpes: 185.000 | Desgaste total: 1.0 mm | 400.000 | 1.0 mm |
Supongamos que hasta que se crea un radio de 0,25 mm en el filo de corte hemos realizado 100.000 golpes. Si rectificamos 0,25 mm estaremos en condiciones óptimas de punzonado y podremos dar 100.000 golpes más. Siguiendo este procedimiento cuando hayamos rectificado hasta 1 mm habremos dado 400.000 golpes.
Supongamos que después de que el filo de corte del punzón se haya redondeado a un radio de 0,25 mm no afilamos el utillaje. Al no estar en las mejores condiciones de corte el utillaje cuando tuviese que rectificarse 0,5 mm (0,25 más que antes) dará 50.000 golpes. Si seguimos este procedimiento el número de golpes correspondiente para cada afilado de 0,25 mm más, será menor. En total, cuando tuviésemos que rectificar un total de 1 mm habremos dado 185.000 golpes.
Observamos que, depende del procedimiento de rectificado que sigamos, podemos dar el doble de golpes. En resumen, un buen mantenimiento del utillaje puede alargar mucho la vida útil de los utillajes y que es el mejor remedio para alargarla.
Aplicaciones especiales de punzonado
Punzonado en grandes espesores
Cuando se debe realizar punzonados en espesores grandes pueden aparecer la mayoría de problemas asociados al punzonado. Teniendo en cuenta lo expuesto anteriormente resumiremos los puntos a tener en cuenta en esta situación:
- Tener los utillajes en las mejores condiciones de corte, bien afilados.
- Utilizar la gama más alta de tolerancias.
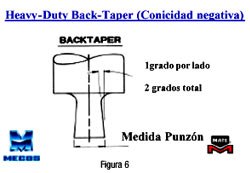
- Utilizar punzones con conicidad negativa extra (2º en total).
- Si es posible utilizar radios en las esquinas para un menor desgaste del utillaje
- Lubricar el utillaje (ABS) y la chapa.
- Utilizar velocidades de punzonado y velocidades de desplazamiento de ejes lentas.
- Inspeccionar frecuentemente el estado de los utillajes.
- Aplicar afilados especiales a los punzones.
Agujeros con dimensiones inferiores al espesor
Hay situaciones en las que es necesario realizar agujeros que tienen alguna dimensión inferior al espesor de la chapa. En estos caso el riesgo de que se rompa el punzón aumenta. Cuando la mecha de un punzón con dimensiones inferiores al espesor de la chapa inicia el ciclo de punzonado, tiende a flexar y por tanto a romperse.
Existen utillajes llamados completamente guiados en los que el pisador cumple una función extra: guiar la parte inferior de la mecha del punzón. La apertura del pisador con relación a la dimensión del punzón es sólo de 0,04 mm de forma que evita la flexión de la mecha del punzón. Al evitar esta flexión y guiar al punzón conseguimos que éste entre más centrado en la matriz, con lo que la uniformidad de la tolerancia de corte será mejor. De esta forma la vida útil de los utillajes aumentará y la calidad del punzonado será inmejorable. En la tabla inferior se muestra la relación entre la dimensión mínima de un utillaje y el espesor de la chapa tanto para el utillaje estándard como para el utillaje guiado.
Relación entre dimensión mínima y espesor de chapa según el material
| Material | Utillaje estándar | Utillaje Guiado |
| Aluminio | 0.75 a 1 | 0.5 a 1 |
| Aluminio | 1 a 1 | 0.75 a 1 |
| Inoxidable | 2 a 1 | 1 a 1 |
Este tipo de utillajes son muy recomendables para recortar, ya que suelen utilizarse mucho y es importante para la calidad final de la pieza. También es aconsejable para los típicos punzones que se utilizan para recortar ya que, a veces, se debe punzonar una área mucho menor que la del punzón, lo que crea que éste tienda a desviarse. Por el mismo motivo es aplicable para operaciones de muescado (nibbling) con redondos.
Con este tipo de utillajes se ha llegado a realizar agujeros de diámetro 2,5 en chapa de 6 mm de acero st52 en una punzonadora combinada con láser Amada para poder iniciar el corte desde un agujero y evitar tener que realizar la perforación con el láser.
Cuando los retales son la pieza buena (Blanking)

Necesidad de realizar un agujero lo más recto posible (shaving)

Embuticiones
Una embutición es crear una deformación en un lugar determinado de la chapa. Los utillajes de embutición pueden ser únicamente de embutición, de punzonado y embutición, de corte y embutición, de embutición en continuo y estampado. Se pueden crear deformaciones tipo avellanado, extrusiones para métricas, rejillas de ventilación, embuticiones para roscar directamente tornillo roscachapas, estampar logotipos, botones de localización, etcétera.
Normalmente los utillajes de embutición realizan la deformación hacia arriba para evitar problemas de colisiones cuando la chapa sea desplazada. Por lo tanto, podríamos decir que el utillaje de embutición trabaja al revés. El punzón suele estar abajo y la matriz arriba. Por este motivo hay que tener en cuenta que las matrices del utillaje de embutición son más altas que las matrices normales. Suelen tener un sistema de extracción que consiste en unos muelles que van en el interior de la matriz para ayudar a extraer la chapa del punzón que está en la parte inferior.
Según el tipo de embutición también puede llevar extracción en la parte superior (matriz). El motivo de que sean más altas es para que cuando el útil superior llegue al límite inferior de punzonado comprimiendo los muelles de extracción, la matriz tenga la misma altura que una matriz de punzonado. De esta forma la chapa quedará plana y no se deformará.
Semi-corte
Debido a esa diferencia de altura de las embuticiones hay que tener en cuenta una serie de consideraciones:
- Realizar las embuticiones como última operación de la pieza.
- Trabajar a velocidad de punzonado lenta.
- Situar la pieza que la embutición este lo mas lejos posible de las mordazas.
- Utilizar matrices con bola para ayudar a la chapa a salvar la diferencia de altura

Embutición en una punzonadora de torreta

- Lubricar la chapa y utilizar el sistema de lubricación de utillaje (ABS) para facilitar el deslizamiento de la chapa durante la deformación.
- Los utillajes de embutición precisan de una regulación de la carrera del martillo diferente a la de punzonado. Si no es posible regular la carrera del martillo se deberá regular la altura del utillaje.
- Para encontrar la regulación correcta se debe escoger una carrera corta o reducir la altura total del utillaje. Luego, ir incrementando poco a poco la carrera o la altura del utillaje hasta conseguir la embutición deseada
- Procurar no utilizar las estaciones adyacentes a una embutición como estaciones de punzonado. Es importante estudiar el lugar de la torreta donde se sitúan los utillajes de embutición.
- Los utillajes de embutición suelen estar diseñados para un espesor de chapa determinado.
- La máxima altura de embutición depende de varios factores como el espesor de la chapa, el tipo de chapa, la luz máxima entre punzón y matriz o entre torretas, del tipo de embutición, etcétera.





