Pabellón 3, stand I-07
Phantom muestra los resultados de las pruebas de roscado
Con una amplia serie de pruebas en el propio TTC (Test & Training Center / Centro de Pruebas y Formación) Phantom ha demostrado que con los machos de roscar HSS-E y con los machos de roscar recubiertos HSS-E puede lograr bastante más seguridad del proceso y mayor vida de la herramienta que ahora se utiliza generalmente... Los parámetros de corte a menudo pueden ser mucho más altos que los valores estándar.
En el TTC de Beekbergen, Países Bajos, los especialistas en mecanizado de Phantom han comparado dos tipos de herramientas de roscado con herramientas de otros fabricantes premium.
Doble vida de la herramienta gracias al recubrimiento Hardlube
Los machos de rosca de Phantom presentan una notable mejora, comenta Isaias Rodoreda, comercial técnico de herramientas de mecanizado de la marca premium holandesa. Phantom ha mejorado enormemente la línea de machos de roscar poniendo el listón muy alto.
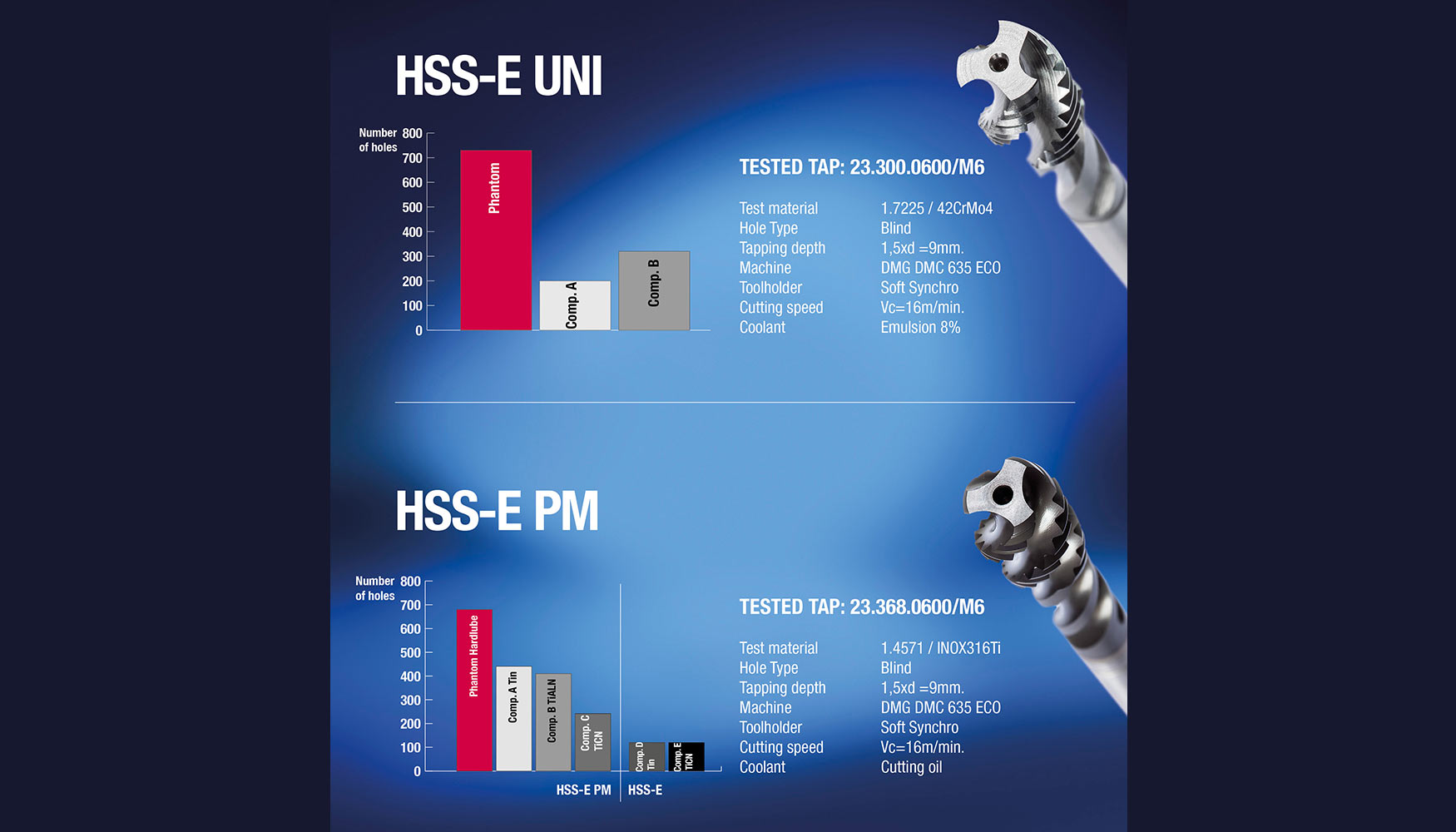
En los machos de roscar recubiertos HSS-E PM los fabricantes aplican el recubrimiento Hardlube en lugar del habitual recubrimiento TiN. Como su nombre indica, este recubrimiento también tiene un efecto lubricante junto al efecto protector. Este macho de roscar ha sido probado en 316Ti, que no es el acero inoxidable más fácil de trabajar. Gracias a su recubrimiento lubricante el macho de roscar no tiene ningún problema con el material y deja muy atrás a las otras herramientas en términos de vida de la herramienta y longitud. La combinación del material metálico en polvo y el recubrimiento Hardlube es decisiva, explica Jerry van Tiel, uno de los tres técnicos especialistas del TTC de Phantom. En las pruebas Phantom HP2 logró una vida útil de 440 agujeros en 316 Ti. Los competidores sólo lograron de 120 a 220 agujeros roscados. En conclusión, con el macho de roscar Phantom se logra el doble de la vida de la herramienta.

HSS-E Uni: más de 700 agujeros
En la HSS Uni (aleación de cobalto) la diferencia es aún mayor. Ese macho de roscar se ha probado en acero cromado 42. Uni templado consiguió en la prueba del centro de mecanizado de DMG MORI en DMC 635 V Ecoline una vida de la herramienta de 730 agujeros en acero, mientras que el mejor macho de roscado de la competencia no superó los 200 agujeros. En estos machos de roscar Phantom también añade una operación adicional como estándar, que en la práctica logra que la herramienta tenga una vida útil más larga y virutas más cortas. Esto aumenta la seguridad del proceso que es esencial en el roscado, comenta Isaias Rodoreda. Las dimensiones de los agujeros siguen siendo exactamente iguales hasta el último de los 730 agujeros. "Esto es gracias a las dos operaciones extra de pulido durante la producción del macho de roscar, en las que se neutralizan las fuerzas axiales y transversales que se liberan en el roscado. Phantom ha incluido recientemente estas operaciones adicionales en la producción de machos de roscar premium. Las operaciones de pulido extra proporcionan un proceso de roscado más fiable. Esto proporciona una ventaja no sólo en agujeros continuos, sino que especialmente en agujeros ciegos la fiabilidad del proceso mejora con los machos de roscar de Phantom.

Mayores velocidades de corte
En la TTC Phantom los técnicos especialistas han comparado dos veces en total cinco herramientas de roscado de la misma clase. Esto reveló lo que ocurre cuando se aumentan las velocidades de corte con Phantom, siempre que la herramienta esté fija en el portamachos Softsyncro. En el macho de roscar recubierto la velocidad de corte se aumentó gradualmente de 8 a 16 metros por minuto (316Ti); en la Uni HSS-E se empezó con velocidad de corte de 10 m/min que se aumenta gradualmente. En el brazo de roscado el macho de roscar las velocidades de corte son más bajas, pero también aquí de aproximadamente 10 metros por minuto. Jerry van Tiel explica que la máquina y la sujeción permiten altas velocidades, por lo que en el roscado se resuelven muchos problemas. A velocidades de corte bajas la formación de virutas es menor que velocidades más altas. El conocimiento es aún insuficiente por lo que muchos fresadores optan por velocidades más bajas, para asegurar la operación. Los controladores de las máquinas modernas CNC los últimos años se han hecho mucho más rápidos. Debe usar un proceso confiable de roscado en combinación con los machos de roscar Phantom. En caso de problemas con el roscado es mejor aumentar que disminuir la velocidad, resume Jerry de Tiel. El proceso de roscado puede ser más seguro y con menos riesgos.







