
Cutting with a waterjet
Types of pumps
While the intensifier type pumps are the greater establishment within the users of this technology, Flow developed in the early 1980s a direct drive, of small size pumps, capable of raising the pressure of the water to levels that were very than what was used with this type of pumps. This was achieved using materials technologically very advanced. The great development of this type of pump by Flow, has been achieved that now they have become the second alternative in high pressure of the company, because that pressure of 3,800 bar with an efficiency of 95% environment can be achieved. This makes a few bombs of low power consumption and lower cost of maintenance, i.e., low-cost of operation.
In the case of pumps type Intensificador, Flow has also been a pioneer in their development, starting its implementation at the beginning of the 1970s and continuing to the present day with more than 7,600 systems operating around the world. Intensifier type pump generates pressure through an oil pump. This pressure is sent to an intensifier (pressure multiplier) that transforms, because Pascal, the pressure of oil in water pressure. In this type of pumps, Flow is the only one that has succeeded in overcoming the barrier of the 4,100 bar of pressure. Higher is the pressure, best are the finishes that are achieved, and higher cutting speed.
The dedication of Flow to the advancement of this technology was established with an investment of 6 to 9% of its annual turnover in research and development. Hence the recent launch of a new pump of high hyper capable of working continuously to 6000 bar pressure.
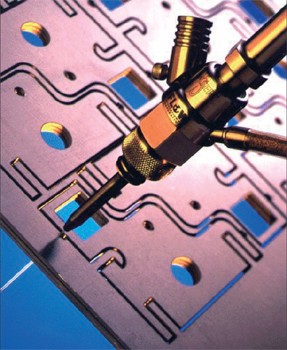
The formation of the beam of water in the cutting head
This beam of water is able to cut a wide variety of materials. Soft materials such as gums, foams, compounds for automotive, fibres of diapers and even food joints can be cut only with water at high pressure. In this case only the kinetic energy of the water we use to produce the Court.
If we also add Garnet abrasive element to the water beam all kinds of hard metals, natural leather, marble, glass, or materials materials reinforced with fibers can be cut. In this process the water accelerates the abrasive particles to produce cut leaving an aspect satin on your profile.
Once generated this pressure, it is transmitted through the channels of high pressure to the head of the Court. At this point, the pressure energy is transformed into kinetic energy to pass through a hole about a size of 0.3 mm. The generated stream, traveling at three times the speed of sound, passes through the mixing chamber, which occurs in the venturi effect to absorb the abrasive and mix it with water beam. From this point, the Jet of water and abrasive passes through the tube of blend, and just impacting against the material to be cut.
The principle of the processes of court with pure water, and cutting with abrasive and water is the same. The only difference is that this last added abrasive on the bottom, to accelerate the particles against the material. In this case it is necessary to reach the abrasive head. This is achieved through different systems, the most advanced is a hopper of the environment of the 200 kg capacity which settles the abrasive. This is connected with a deposit pressurized, it is responsible for sending the abrasive to the head of the Court. At that point is a dispenser of abrasive that guarantees the contribution optimo per unit of time to the head.
A very useful tool patented Flow for the cutting head, is called "drilling 3 Paser vacuum assistance system". This system ensures a drilling process safe and consistent, even in very fragile as glass, stone or ceramic materials. Thus avoiding the need of mechanically pretaladrar pieces.
Cutting of different materials
Although the most common cutting thickness this technology range from 0, 5 mm and 120 mm for hard materials, sometimes cutting with abrasive and water users arrive to cut up to 350 mm of materials such as stainless steel. At the Court of reduced thickness, this technology allows placement of several layers one on top of another to cut them at the same time maintaining the qualities of court with certain uniformity, thus greatly increasing the productivity of the process.
While this technology can cut all kinds of materials, there are some which due to their intrinsic characteristics are especially grateful to this type of court. E.g. aluminium, stainless steel, brass, copper, stone, ceramic, among others.
The main feature of this technique is that we are facing a cold Court which not deforms the material, in which areas of Court are not thermally affected. This allows to obtain finished pieces, with very good level of finish and greatly facilitates the realization of machining operations later if necessary. In 90% of cases the parts cut by water can be taken as finished pieces. Cutting to lower speed it is possible to obtain a fully finished piece that does not require subsequent machining. It is possible to also increase the speed in exchange for a worse finish.
For cutting of glass and fragile materials are available in a system called "Assistance of vacuum in drilling", which prevents the material to be broken when water hits on it, because it has a tendency to break down. With a process which is move the abrasive into the head of court before the pass water, gets getting water with abrasive, therefore erodes the material and not damaged the drilling.
The possibility of cutting materials is spectacular. Almost all the materials of nature can be cut with this technology, with water and water with abrasive.
Below is an indicative table of speeds of court with a Flow machine of the latest generation. The speeds are shown in a very wide margin, which determines the finish of the piece. The highest speed in every material, determines the speed limit of separation of the same, and the slower is the speed that you get the best finish for the material and thickness:
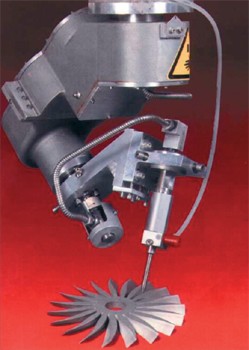
Three dimensional cutting head
These machines have applications especially in the world of the automotive and aerospace, and materials that are cut with this system are titanium, aluminium and fibre of carbon, among others.
It also has applications in paper cutting and cutting boards, using a machine with 5 heads of court.
The future of the technology of water jet cutting
The analysis of these factors has led to seek technological aspects to rebut and improve such situations. Much of it is already achieved, having brought radical solutions to these problems.
For example, the Court dynamic, presented for the first time in the country in Maquitec 2002, builds the ability to produce totally parts finished without any kind of taper in the cut surface, as well as achieve a precision much higher that until now could be achieved with conventional machines. In the future parts may produce in the environment of the hundredth of mm in the absence of cone and, if on the other hand the precision obtained at present enough, you could cut from 2 to 3 times faster than hitherto. With this technology it will win either in quality or accuracy, or in process speed.
For more than 20 years of cutting with water systems proved its wide spectrum of applications. However, until now has always existed an insurmountable limit: the more rapidly outside the more cutting speed retrazaba the beam and therefore made patents more defects on the surface of court. On its way from top down, beam opens conical or V-shaped, and in the corners of parts this delay of the beam can mean significant harm to its geometry.

The key to this new process is a set of complicated mathematical models, different variables with the deflection of the beam of light and the relationship between their point of entry and exit.
To work with this enough technology with which the operator enter the material type, thickness and quality desired in the Court. A very advanced cinematic system manages the way optimal cutting calculated by mathematical models.
The taper is virtually eliminated; even at high speed corners and perfect arcs can be achieved.
The comparative Court of identical pieces shows how the technology of dynamic cutting tolerance and taper of the pieces is immensely minor, being the identical cycle times. If, on the other hand, remains a tolerance and equivalent quality, dynamic cutting drastically reduces the cycle time. Speed and precision at the same time: it is now possible to get both to any figure on any material and thickness.
The other important aspect of future is the pressure of court, as long as, the more energy available to the Court will contribute to the increase in the speed of the same.
Today already available equipment operating at 5,000 bar, and soon there will be teams that will provide continuously and with some 6,000 bar confidence. Therefore, the energy will be a lot more and you may cut well material of much greater thickness, either material with a lot less contribution of abrasive that, ultimately, is what makes this technology or makes it expensive.
Currently, at 6000 bar is can cut thin metal plates without abrasive with only the energy developed by the water. These are the two facets that really do make the immediate future of the technology of water cut and that, somehow, open a direct competition with traditional thermal methods such as lasers, plasma HDTV, the oxyfuel and even, in the area of precision with the electro-erosión by thread.
As a final summary more prominent and differentiating of cutting with water features are:
- Not being a method of thermal type does not produce deformations, does not alter the properties of the material and therefore does not need further finishing operations, at a relative low cost Gets a good quality of finish.
- You can cut all kinds of materials and thicknesses (flexibility of the process)
- The use of material and productivity resulting
- It is not clean, respectful with the environment.
- Large capacity for future development
































")



















")
























