Henkel desarrolla una innovadora alternativa al cromatizado
La utilización de procesos inhibidores de la corrosión que contienen cromo (VI) está siendo regulada cada vez más. No obstante, ya se encuentran disponibles muchas buenas alternativas al cromo (VI), por ejemplo sistemas basados en cromo trivalente (cromo III), o basados en Zr y Ti, que son utilizados ya en muchas plantas. En los procesos de pretratamiento, es necesario preparar las piezas antes de la etapa de conversión. Hay que eliminar cualquier corrosión existente, como el óxido blanco en las piezas de aluminio y zinc, o contaminantes orgánicos como aceites y grasas. Para este propósito se emplean baños alcalinos o ácidos, por sí solos o combinados. Entre estas etapas del tratamiento es necesario enjuagar para reducir los arrastres de productos químicos acumulados. En el caso de sistemas en base Zr y Ti, el agua del último enjuague tiene que alcanzar una conductividad a 20 °C de < 30 μS/cm. Esto conlleva la utilización de grandes cantidades de agua en el equipo de desionización y en los enjuagues en las etapas de pretratamiento.

En el pretratamiento del aluminio el valor de ataque debe ser >1 g/m² para eliminar cualquier corrosión existente antes del tratamiento de conversión. Esto se lleva a cabo con soluciones alcalinas o ácidas o con una combinación de ambas.
Ya en el tratamiento de conversión, es esencial que las capas depositadas no tengan mucho espesor o se corre el riesgo de que la pintura o el recubrimiento en polvo no tengan buena adherencia.
Las alternativas a los cromatizados verde y amarillo generan al usuario una atención extra en la etapa de pretratamiento. Esto incluye el control de los baños y la utilización de equipos de medida.
En muchos procesos alternativos se pierde calidad si la tasa de ataque es demasiado baja, si se excede la conductividad antes o después del baño de conversión, o si la capas en el material pretratado tienen demasiado espesor. El cromatizado, en cambio, está comprobado que es un proceso sólido y fácil de controlar por lo cual los usuarios dudan en cambiar a métodos alternativos.

El innovador tratamiento de conversión multifuncional simplifica el proceso radicalmente
El proceso Bonderite M-NT 2040 R2 desarrollado por Henkel ofrece a los usuarios varias formas de sustituir el proceso con cromo VI sin las desventajas que ya mencionamos. El cromatizado se puede sustituir fácilmente con el producto Bonderite M-NT 2040 R2, el cual se utiliza exactamente en la misma etapa del proceso y sin tener que modificar el control del agua.
Además, los usuarios tienen la opción añadida de emplear Bonderite M-NT 2040 R2 con aditivos especiales para el ataque y desengrase, y realizar posteriormente directamente el proceso de conversión sin tener que enjuagar entre medias. Los residuos del ataque y desengrase se depositan en el baño de conversión y son contrarrestados en la cascada invertida, con la ventaja de que no perjudican al proceso de conversión o a la formación de capas.
El ataque se realiza en la primera etapa, mientras que el recubrimiento se realiza directamente después en la segunda. Con este método el riesgo de formar capas demasiado gruesas es extremadamente bajo, ya que se producen dos reacciones que compiten entre sí y que se autorregulan, lo que da lugar a un proceso muy estable. El único requisito que todavía hay que cumplir es el cumplimiento del límite del valor del agua de goteo del material tratado. La conductividad no debe exceder 30 μS/cm.
Además, Bonderite M-NT 2040 R2 ofrece a los clientes un proceso que cuenta con las homologaciones Clase 3 de GSB (Gütegemeinschaft für die Stückbeschichtung von Bauteilen e.V [Organización que regula la calidad de los recubrimientos utilizados en construcción]) y Qualicoat (sello de calidad de Verband für die Oberflächenveredelung von Aluminum e.V. (VOA) [Asociación para el Acabado Superficial del Aluminio]).

Al evitar la depuración del Cromo VI y al utilizar menos agua y energía, disminuye el coste total de los procesos productivos y éstos se vuelven más respetuosos con el medio ambiente.
El proceso Bonderite M-NT 2040 R2 lleva funcionando ya más de un año en la empresa ALPU, dedicada a realizar recubrimientos, en Mengen con resultados satisfactorios. En ALPU tenían que cambiar sus líneas de seis a cuatro etapas y consultaron a los técnicos de Henkel sobre las posibles alternativas al proceso convencional.
Algunos de los clientes de ALPU son constructores, empresas de mecanizado de chapas, fabricantes de ventanas y fachadas, la industria mobiliaria y fabricantes de automóviles con clientes como Audi, BMW, Daimler-Chrysler, Opel y VW. Como proveedor de sistemas, ALPU fabrica a gran escala piezas de accesorios originales.
El proceso se ha implementado satisfactoriamente, y Bonderite M-NT 2040 R2 se utiliza con aditivos especiales para el ataque y desengrase en la zona 1, después para el tratamiento de conversión se usa Bonderite M-NT 2040 R2 en la zona 2. Los dos enjuagues siguientes aseguran que se cumplen los límites de conductividad permitidos para el agua de goteo (< 30 μS/cm).
Todos los requisitos, como que el ratio de ataque sea mayor de 1 g/m², que el espesor de las capas no sea excesivo, la calidad, etc. se cumplen incluso con un menor número de zonas. Comparado con los procesos convencionales libres de cromo, el cliente solo mide el ratio de decapado y las concentraciones en los baños activos. La formación del recubrimiento se autorregula, lo que significa que el cliente no tiene que controlarla.
Deniz Unal, director de la línea de tratamiento en ALPU, supervisó el cambio al proceso Bonderite M-NT 2040 R2: Ahorramos tiempo y espacio, y todos los procesos son ahora más sencillos y fáciles. Puedo notar a simple vista si una pieza ha sido tratada o no, por el cambio en el aspecto y el grado de brillo. Además las propiedades de adhesión también han mejorado con el nuevo proceso.
Ventajas del nuevo proceso Bonderite M-NT 2040 R2
- Se puede utilizar en diferentes versiones de proceso, o bien como un sustituto directo de los existentes procesos de cromatizado o en un proceso corto con 4 etapas.
- Bonderite M-NT 2040 R2 se puede utilizar con aditivos especiales para el ataque-desengrase y directamente después se realiza la conversión, no hace falta enjuagar entremedio.
- Gracias a su formulación especial, el proceso Bonderite M-NT 2040 R2 se autorregula, lo que limita el peso de las capas depositadas en el material, reduciendo así considerablemente el riesgo de falta de adherencia.
- El riesgo de contaminación bacteriana es muy bajo con Bonderite M-NT 2040 R2.
- Al ser un proceso tan sencillo de controlar la fiabilidad aumenta significativamente.
Información sobre las restricciones en la utilización de cromo VI hasta el 21 de septiembre de 2017
Como resultado de la reciente legislación, como la Directiva de la UE sobre vehículos al final de su vida útil y la directiva RoHS (de las siglas en inglés Restriction of Hazardous Substances), en muchas áreas no se permite el cromatizado con sustancias potencialmente cancerígenas que contengan cromo VI. Solo se permite la utilización de compuestos con cromo VI bajo autorización o registro hasta el 21 de septiembre de 2017, la fecha límite de uso.
El reglamento REACH (Reglamento de Registro, evaluación, autorización y restricción de sustancias químicas) entró en vigor el 1 de junio de 2007. El reglamento (UE) nº 348/2013 de la Comisión por el que se modifica el anexo XIV del Reglamento (CE) nº 1907/2006 del Parlamento Europeo y del Consejo, relativo al registro, la evaluación, la autorización y la restricción de las sustancias y mezclas químicas (REACH) se publicó el 17 de abril de 2013. El ácido crómico y otros compuestos obtenidos a partir del cromo VI se añadieron en el Anexo XIV. Esta decisión se esperaba después de la inclusión en 2010 de estos compuestos en el listado SVHC (lista de sustancias candidatas extremadamente preocupantes). Para obtener autorización es necesario dirigirse a la Agencia Europea de Sustancias y Mezclas Químicos (ECHA) hasta el 21 de marzo de 2016.
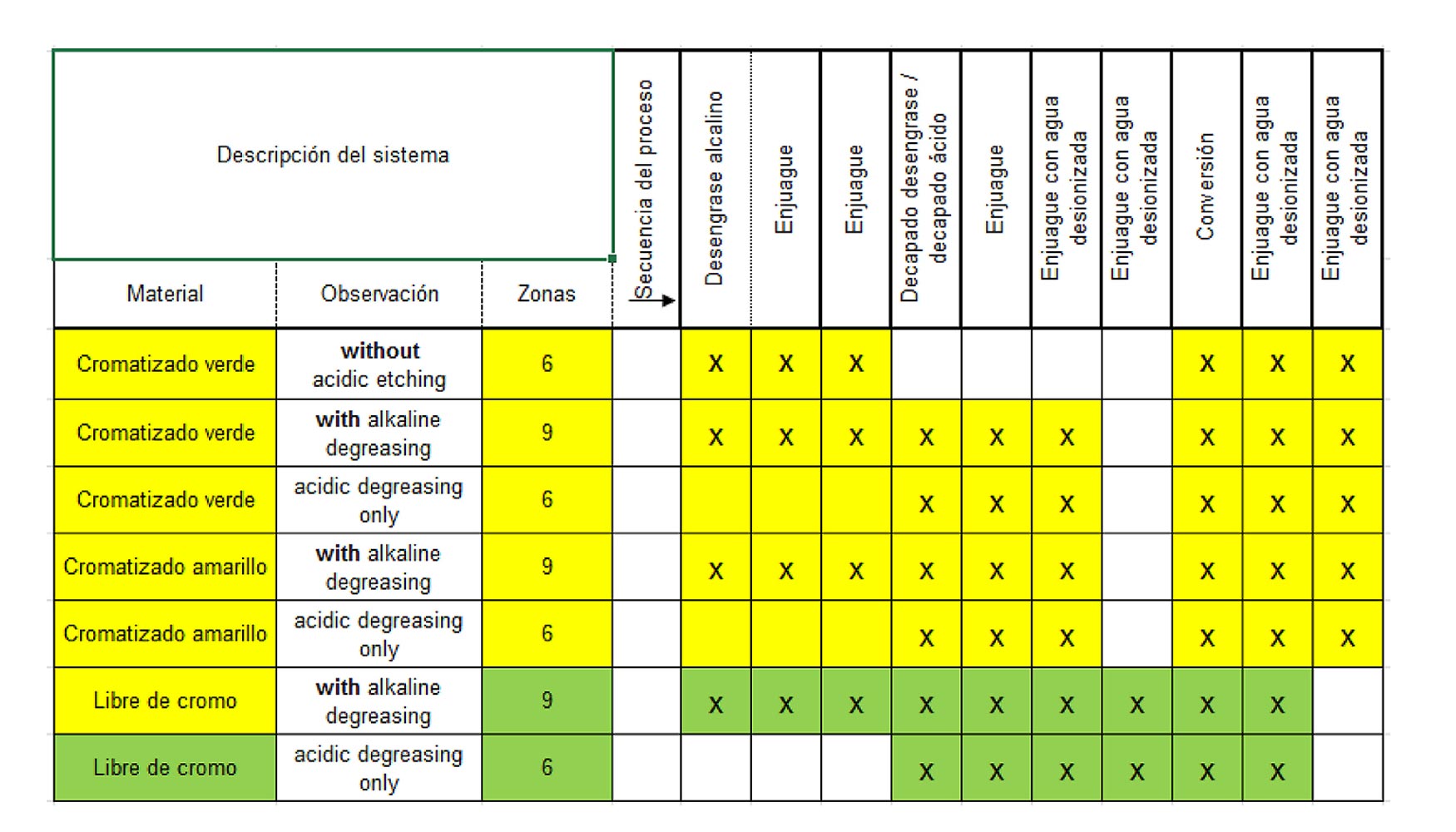
Habitualmente se encuentran los siguientes procesos para el tratamiento del aluminio:
Opciones con el proceso Bonderite M-NT 2040 R2:
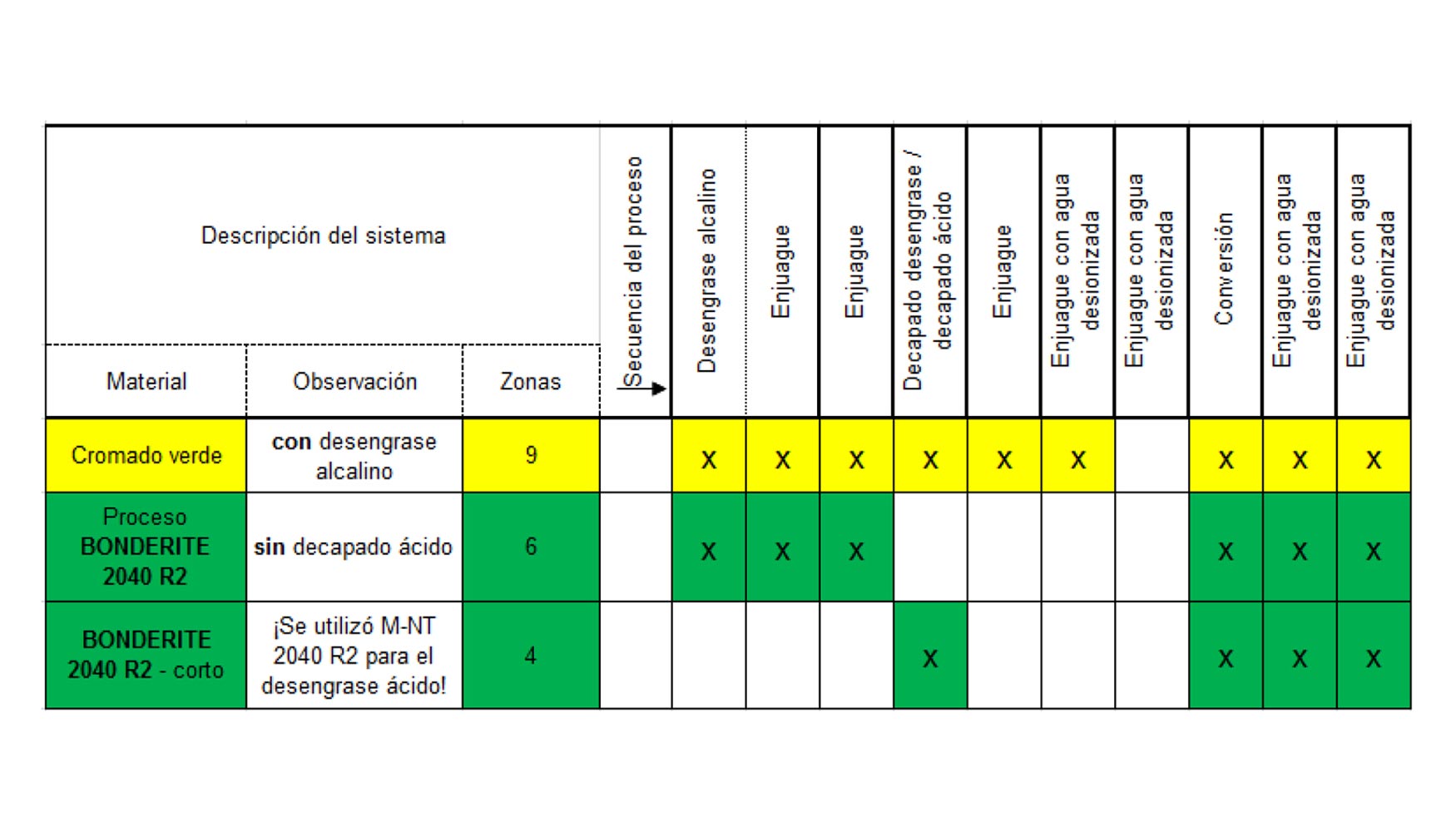
Entre el proceso con 9 etapas, similar al cromatizado amarillo y la versión más corta de 4 etapas, son posibles una variedad de opciones. Por lo que el proceso Bonderite M-NT 2040 R2 se puede adaptar a cualquier tipo de línea.
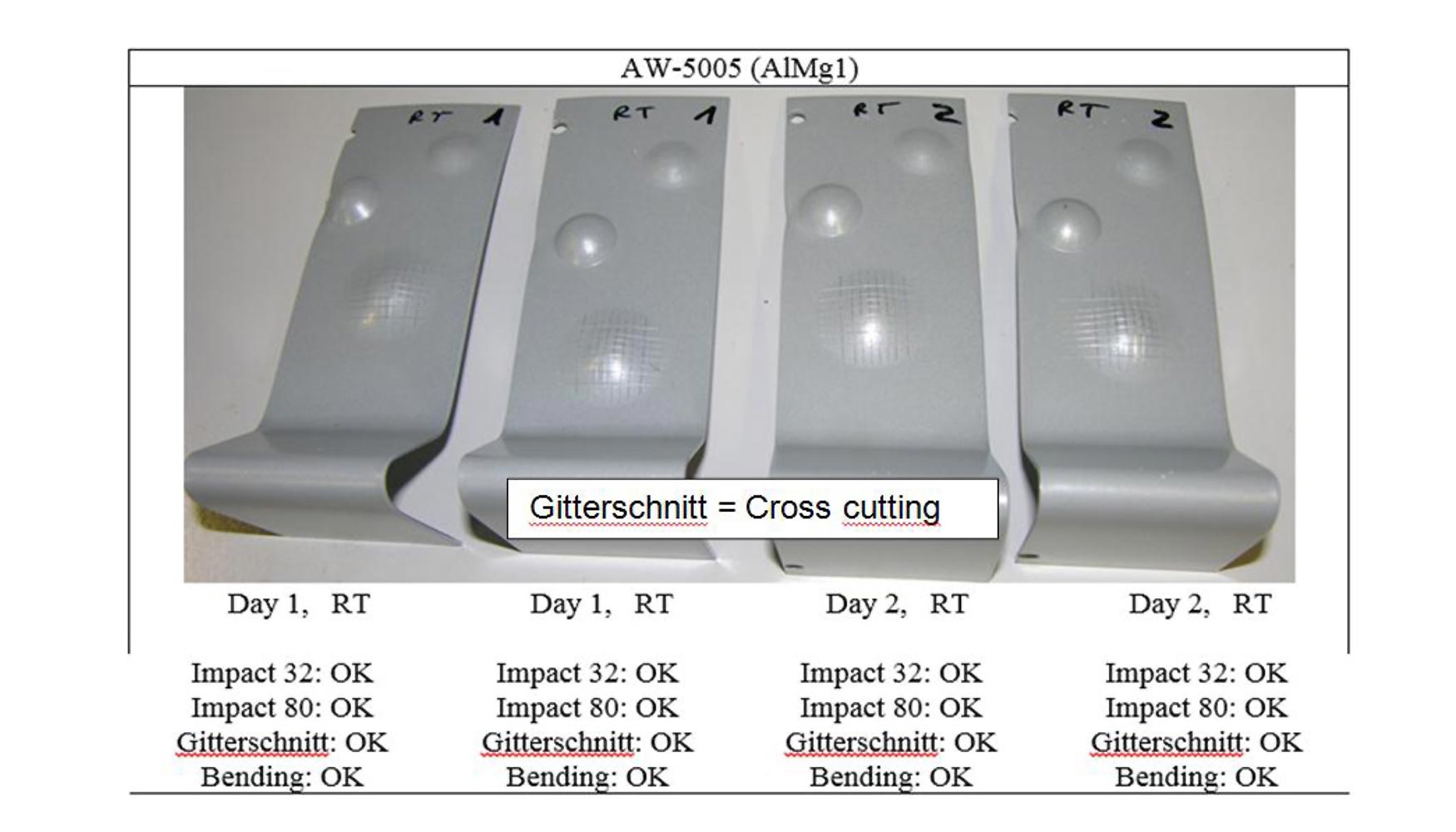
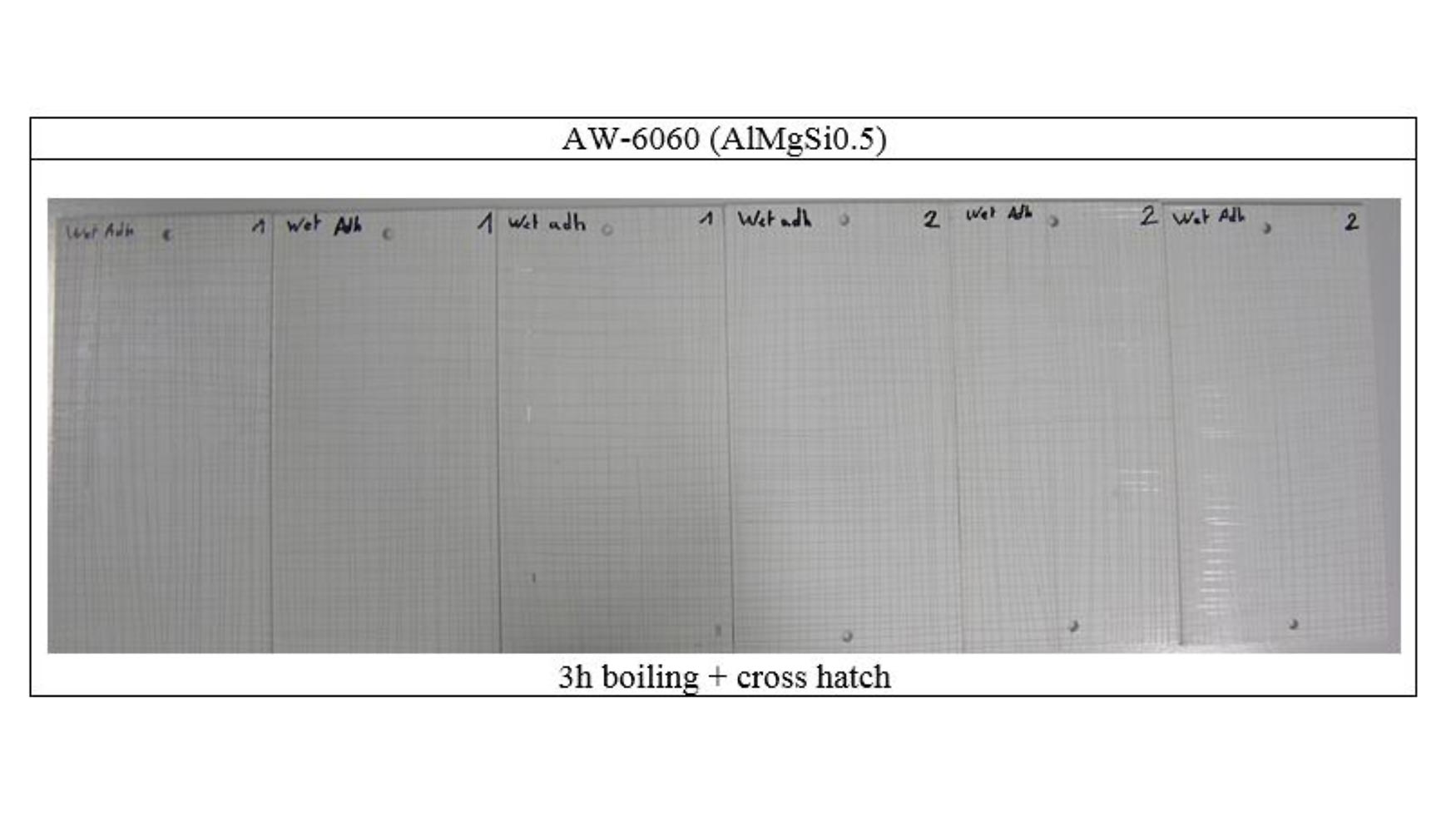
Imágenes de piezas pretratadas con Bonderite M-NT 2040 R2 y pintadas en ALPU: