
La compensación de la presión de inyección en el punto de cambio a postpresión
José Ramón Lerma, dpto. técnico de Biesterfeld Ibérica
30/03/2022Entendiendo el sistema de cambio de fase de llenado volumétrico del molde a fase de compensación del llenado o postpresión. Dentro de los diferentes estudios o ensayos que se realizan a pie de máquina para determinar el estado y comportamiento de nuestras máquinas y que se explican en el libro Scientific Injection Molding Tools y en los seminarios derivados del mismo, hay uno especialmente interesante para valorar la capacidad de respuesta de la máquina de inyección en este cambio de fase del paso de llenado volumétrico a la fase de compactación o postpresion.
Es importante conocer como nuestra máquina reacciona y cómo está programado su funcionamiento ya que estas pueden tener 'settings' internos, algunos de los cuales el inyectador puede programar o modificar mientras que otros no. Estos 'settings' que pueden afectar a nuestro proceso sin que seamos totalmente conscientes de ello.
No obstante, para entender el comportamiento de nuestra máquina y cómo esta gestiona el cambio de la fase de llenado a la fase de compactación hay que hacer una revisión o aproach del sistema de cambio a fase de compactación o también llamado cambio de v (velocidad) a p (presión), denominado así porque en el punto de conmutación se produce un cambio del control de la máquina, la cual durante el llenado controla la velocidad como parámetro clave y en el punto de conmutación pasa a controlar por presión como parámetro clave, de ahí esta denominación v-p.
'Over-travel'
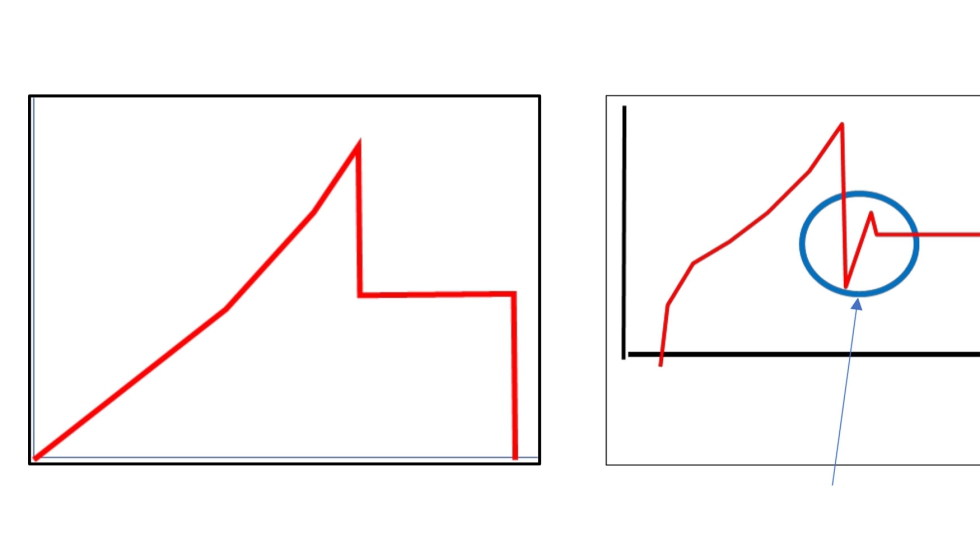
Se denomina 'over travel' a la ligera pérdida de presión durante el cambio de v a p que hace que la presión de inyección esté durante un tiempo por debajo de la presión programada. Es en definitiva un incumplimiento de la presión de compactación programada durante un corto espacio de tiempo. Incluso en algunos casos puede producirse un rebote de ajuste de la presión.

Este 'over travel' se produce por el cambio de control y presiones de la máquina en el punto de conmutación y por el tiempo de reacción del hardware y el software para adaptar presiones, etcétera, en este punto crítico del cambio de v a p.
Aquí la comunicación entre los diferentes sensores, cpu, válvulas, y la propia mecánica de la máquina tienen un papel fundamental en la minimización de este efecto y normalmente cuanto más rápido sea la velocidad de inyección y mayor sea el pico de presión de llenado más posibilidades de que aparezca este 'over travel' y que sea de mayor nivel.
Por supuesto que este 'over travel' es algo indeseado para los fabricantes de inyectoras ya significa disponer momentáneamente de la presión de compactación por debajo de la programada y perder momentáneamente el control de la presión e intentan minimizarlo al máximo en sus máquinas.
Una de las soluciones aplicadas para minimizar o eliminar el over travel es la programación de una rampa de tiempo y caída de presión que permite a la presión de inyección acumulada durante el llenado y en el punto de conmutación bajar progresivamente durante un tiempo programado. Esta rampa puede ser programada internamente en la inyectora, es decir, el inyectador no tiene aceeso a modifiarla o puede ser una rampa abierta programable desde el mando del control de la máquina por el inyectador.
Por ejemplo, podemos programar una rampa de 1 segundo para que la inyectora disponga de un segundo para ir reduciendo la presión de inyección hasta alcanzar la presión de compactación programada. De esta manera la presión de inyección alcanzará el valor de postpresion programado de una forma más suave sin que se produzca este 'over travel'.
La rampa comentada tiene varias posibilidades de ser programada (tiempo, velocidad ). Aspectos que trataremos en próximos artículos.
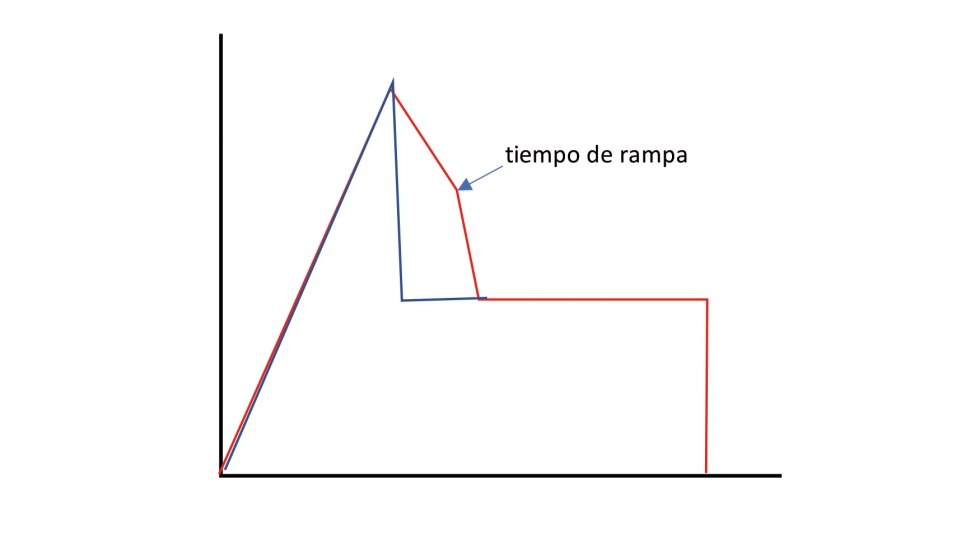
En la gráfica 'Rampa v-p' podemos ver que no se produce 'over travel' pero la presión total sobre el material (o lo que es lo mismo el área de la curva de presión o la integral de la curva) es mucho mayor que la prevista en la gráfica Teórica (línea azul). ¿Afecta esto a nuestro proceso?
Atención a la programación del proceso
Cuando buscamos punto de conmutación ideal, normalmente lo hacemos con la presión de compactación y el tiempo de compactación a cero, con la cavidad llena del orden del 95-99%, de modo que entramos material en fase dinámica hasta el punto de conmutación, al alcanzar este punto la inyectora pasa la presión de inyección a cero.
Aquí en esta fase de definición del proceso con la fase de compactación a cero, tenemos una caída vertical de la presión de inyección debido a que no hay valores programados en la fase de compactación (tiempo y presión están a cero). El problema puede surgir en el momento que aplicamos cierto tiempo de postpresión y cierta postpresión para la fase de compactación, por pequeño que este tiempo sea. En este caso la máquina, por propia definición interna del software, realiza y ejecuta una rampa de amortiguación del 'over travel' por sí misma, lo que nos lleva a obtener irremediablemente rebabas o sobre moldeos en nuestro molde por muy bajo que sea el nivel de presión de compactación programado. La razón es que estamos sobre compactando el molde en la fase de llenado que ahora, con la rampa, estará demasiado retrasada.
En las máquinas que tienen programada una rampa, bien como 'setting' interno no manipulable o bien como 'settin programable, en el momento en que introduzcamos una programación de presión y tiempo de compactación, por pequeños que sean estos valores, la presión ya no caerá en vertical sino que tendrá lugar una caída progresiva o rampa. Esto puede suponer que tengamos inmediatamente rebabas en las piezas inyectadas debido a la sobrepresión que ejerce la rampa comparado con la gráfica con caída vertical que obteníamos en la búsqueda del punto de conmutación.
Esto es un problema, porque una vez tenemos el punto de conmutación localizado correctamente y ponemos algo de compactación, la presión sobre el material permanece alta durante la rampa de caída de presión y tenemos piezas con rebabas donde antes teníamos el 95-99% del llenado. Esto obliga al inyectador a retocar el punto de conmutación anteriormente localizado y ajustar el punto de conmutación de modo empírico para llenar el 95-98% pero con la rampa de paso de v-p, es decir, con ciertos valores de postpresión activos y programados.
La rampa en el cambio de v-p actúa en sí misma como una compactación (no totalmente controlada) una vez el punto de conmutación ha sido alcanzado. La rampa de cambio de v-p es una fase de compactación en sí misma.
Esto es bastante evidente cuando trasladamos procesos de una máquina a otra y programamos los mismos parámetros de inyección. En máquinas con rampas de cambio de v-p diferentes, tendremos también piezas diferentes.
En definitiva, un proceso con rampa en el cambio de v-p es más repetitivo ciclo a ciclo ya que para la máquina es más fácil repetir la presión de compactación tras el llenado si esta caída es fácil y progresiva comparado con el caso de que sea drástica y vertical con 'over travel'. Por contra, en un proceso con rampa en el cambio de v-p es más complicado de replicar en otra máquina ya que pueden tener rampas de cambio v-p diferentes.
Incluso si la rampa v-p no es programable por el operador y las máquinas tienen rampas diferentes será imposible replicar un proceso exactamente igual en dos máquinas con rampas diferentes.
Over travel es el resultado de la rapidez de respuesta de la máquina en enviar y recibir señales y el tiempo necesario de la mecánica y la hidráulica para ejecutar estas señales. Este tiempo no es importante en sí mismo pues son valores bajos pero sí puede influir en nuestro proceso.

Aunque el 'over travel' es una distorsión de nuestro proceso programado, es normalmente un efecto repetitivo ciclo a ciclo y serie a serie. Con caída vertical de la presión y algo de 'over travel' no es necesario estimar dónde llena nuestro molde al 95-98% como en el caso de utilizar rampa de caída de presión. De esta manera podemos regular con mucha precisión el punto de conmutación, y sobre todo, hacer que nuestro proceso no sea dependiente de la máquina en la que estamos trabajando, de modo que tenemos un proceso más robusto, repetitivo y capaz de ser trasladado y replicado de una máquina a otra, cosa que con la rampa v-p esto no sucede.
En el próximo artículo vamos a comentar el ensayo que determina la capacidad de respuesta de cambio de presión de v-p de nuestra máquina y las diferentes opciones que los fabricantes de máquinas de inyección ponen a disposición del inyectador en sus mandos y sus máquinas.
Programar el punto de cambio a postpresion es siempres crítico y complicado, pero si no conocemos la reacción de nuestra máquina, el efecto 'over travel' o el efecto rampa y también su capacidad de compensación de presión, la tarea puede complicarse mucho más ..
José Ramón Lerma es autor de los libros: 'Libro Manual Avanzado de Inyección de Termoplástico', que tiene como objetivo ser, por un lado, una herramienta para la formación y, por otro, un manual de ayuda para todo el personal de una empresa de inyección de plásticos y, del recientemente editado, 'Scientific Injection Molding Tools. Productividad a través del dominio del proceso'. Ambas publicaciones, comercializadas por Plásticos Universales / Interempresas (libros@interempresas.net), consta de detallados casos prácticos, amplia información de moldeo científico y un pendrive con 20 hojas de cálculo y herramientas de SC Molding o Scientific Injection Molding, además de optimización y definición de proceso, lo que lo hacen único en el mercado. Página web sobre Scientific Injection Molding: www.asimm.es































